|
Posted: 12/6/2004 2:25:23 PM EDT
[Last Edit: Fox]
One of the moderators asked me, some years ago if I would do a tutorial using the stock removal method for making a knife. I will refer to the FAQ post by Big_Bear, in which he has linked to the great series by Joe Talmadge over at Blade Forums. Finally, for those that wish to really look at the nitty-gritty details of knife making I suggest reading the information created by the late Bob Engnath and kept up as a tribute to him over at: Bob's Bookcase. Part one of the tutorial will cover layout and profiling. Later posts will discuss blade grinding, heat treating, and handle installation and finishing. The steps described here can generally be used for either carbon or stainless steels, except for the thermal treatments. Stainless and high alloy steels such as D2 or L6 require precise temperature control and the use of an accurate furnace or high temperature salts. I hope you will find the series interesting and entertaining.
I must post a disclaimer about my photography - it is pretty bad. I will do my best to take some decent photos of the process, but please bear with me when my photos are not up to par. I want to share a few words about knife making philosophy and a little personal background. Nothing I say here should ever be taken as a criticism or flame of other knife makers or their methods. My opinions are based upon my own experiences and observations over many years. I have met and shared information with a lot of makers, many of them quite famous. Each maker is guided by a number of factors such as: educational background, mechanical aptitude, how the craft was learned, the mentor, the tools at hand, financial issues, personal experience, customer demand and the functional forms of the knives he/she desires to make. Each maker does things a little differently. There is rarely a right or wrong involved, just a matter of personal preference or experience as to what works for that maker in their shop, given their tools and background. Remember also that as a general rule economic imperatives drive markets and the custom knife niche is no different. Some say the forged blade has potential for increased strength over the stock removal method, but I am unaware of any empirical evidence that proves either method superior. I think that Ed Fowler and Ed Caffrey have clearly shown that with proper forging and thermal treatment, 52100 and 5160, respectively, make superior high-performance knives with increased edge retention and toughness. However, the increasing levels of performance come with a price tag for the additional time and labor involved. The merits of forged versus stock-removal blades has been argued for years. Each has its place. Does increased edge retention mean that the knife is better? Not necessarily. Does the fact that the stock removal maker uses stainless steel rather than carbon steel make that product inferior? Absolutely not. Does the increased strength from a forged blade translate into superiority in the real world? Again, not necessarily. In the real world the high performance knife may need to be sharpened less and may have a longer life. The forged knife may be a little harder to break when subject to abuse. The stainless knife may not retain its edge as long, but will be superior in many environments. Again, it depends on the intended function of the blade. If I am making a blade used for a survival situation I will probably make it from O1 or 5160. I have been using knives for more than 40 years and have never seen a knife break anywhere, except at its thinnest point, the tip area, when used for it main purpose - cutting! I have seen knives break when used as pry bars, hammers, wedges and hatchets on inappropriate materials. It is the customer who will pay for the extra attention, time and effort put forth by the maker to increase the performance level of the blade and who will ultimately decide which type of blade is sufficient for their needs. To use the automobile analogy, it is like buying a Toyota Camry or a Mercedes SL500. Both are high quality and will get you to where you want to go, but one will definitely give you a better ride and offer better resale value. From the maker's economic point of view, there are a lot more people buying Toyotas than there are Mercedes. Although we may have a preference for the Mercedes, most of us would be happy to own a new Camry. Mostly, I am self taught. I started making knives about 14 years ago from blanks that were ground by the late Bob Engnath and heat treated by Paul Bos. When I started the Internet was still fairly young and without the excellent forums and web sites of today. There were no makers that I knew of in my part of the country who could show me grinding or finishing techniques. Bob Engnath was always one to share knowledge with new makers and we corresponded regularly until his untimely passing. His catalogue, found at the Internet link above, is still a valuable source of information. I never got to watch Bob work, but had to translate his writings and correspondence into my shop, using my tools and abilities. In essence, he was my mentor and his recommendations influenced much of my work. My point here is that for those of you who may consider knife making at some point in your lives, take the time to study the craft with an established maker, in his/her presence as it will help you greatly and dramatically reduce the learning curve. I made a lot of stupid and costly mistakes because of the trial and error method of learning and probably still do some things the hard way. 
By the way, the sheath is by Gerald Barrowcliff out of Grants Pass, OR. Gerald retired some years ago so recent sheaths have been made by Sandy Morrissey. The handle is butterscotch paper micarta attached with Loveless style bolts. The thong-hole liner and rear pin are stainless steel. We will be discussing handles in much more detail later. Let us get started. –––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––– We start off with some precision-ground, O1 flat stock from Starrett. I have found the best prices are usually to be had from MSC Direct. Badger steel, made by Timken-Latrobe is as good or better and is my current favorite. ToolAndDie.com is the best and cheapest supplier for Badger steel. 

I use blue dykem to cover the steel so that it will be easy to trace the pattern with a scribe. Note the line already scribed at an approximate 45 degree angle in the middle of the billet. I know from experience that I can get two of this model of knife out of one 18" piece of steel with very little waste. As O1 is fairly expensive limiting material waste is an added bonus. 
The knife blank is a master pattern. Note that the point is not dropped as much as the point in the photo of the finished model, which was by customer request. I also use this pattern for tactical models. With slight changes to the tip of the knife and the addition of a false edge or clip, the same general design is readily modified to suit the needs of the customer. The original knife was a customer design. The customer liked the Loveless drop-point influence, but wanted a guardless, safe, secure grip when working with wet, cold or bloody hands. While it has a wonderful feel in the hand, I thought it would be awkward to hold it cutting-edge up when dressing game and did not think it would be popular. Surprisingly, this model has been one of my biggest sellers in either the hunter/utility or tactical rendition. Notice the holes in the handle. They serve several purposes. Some are for bolsters as requested, a few for positioning Loveless bolts depending on handle design, one is for a thong-hole liner in the handle and others are for weight reduction. I do not taper my tangs. We could get into a lengthy discussion here regarding the merits and function of tapered tangs. I prefer to skeletonize the handle. At a later stage we will actually hollow grind the handle to further reduce weight and allow for a nice adhesive cavity to bond with the handle scales. 
I use small pieces of masking tape rolled up, adhesive side out to temporarily hold the pattern in place while I scribe the outline. I use transfer punches to mark the holes into the steel and then scribe the 45 degree line to evenly divide the steel. I then cut the steel in half using my die grinder and a small cutoff wheel. 


We will center punch each of the holes we have laid out and drill a pilot, then enlarge the holes to the appropriate size. I drill all of the holes at this point because the square stock is easily held in my drill press vice. The final step is to debur all of the holes with a countersink. In case you are wondering, the bolster holes and small hole for the rear pin are a #30 numbered drill, or just a few thousandths over 1/8" allowing use of 1/8" pins with space for adhesive. The thong hole is an "F" lettered bit, which allows use of 1/4" thong-hole material. The holes for the Loveless bolts are #18 for the 10-32 bolts. The perimeter holes are #1 for weight reduction and the center hole is 15/32" just because that bit happened to be sharp at the time. 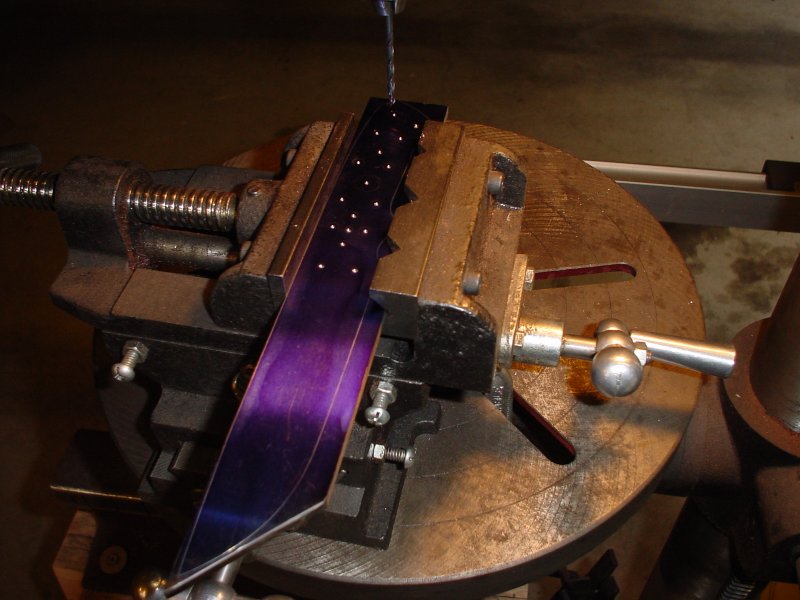



Now we are ready to grind the blade to shape. I use a worn 50 grit belt and the flat platen for this step. The grinder is a Bader BM III with a 2-HP motor and variable speed controller. In my opinion, a variable speed motor is essential for fine grinding and finishing. The object here is to get the grind reasonably close to the scribed line, then switch to a 220-grit belt to grind right up to the line. To grind the finger grooves I use the small contact wheel attachment with a 1" contact wheel. I rough them with the 50-grit belt then true them up with the 220. 



We take a file and debur all of the edges of the steel, which is quite sharp when fully profiled. At this point I always check the blank for straightness. O1 is very soft when delivered in this form and can get bent in shipment. A tap-tap here and a tap-tap there. . .well you get the drift. After I am visually certain that the steel looks straight, I get out the surface plate to make sure the handle is true and flat. Later on when we install the handle scales we do not want gaps between handle material and spacer. I tape some sand paper, grit up, onto the stone, add some Cool Tool cutting fluid and begin working the handle area on the stone to get it perfectly flat. Again, I find that it is easier to do this now rather than after the bevels are ground. After the bevels are ground it is too easy to scratch the blade or change the grind line at the top of the plunge cut. Since the bevels and plunge cuts will be ground later I only need to get the steel flat from the rear of the tang to the front of the ricasso. 
Since it is already very flat and smooth, I can usually go straight to 320-grit paper. Sometimes there will be some slight deformities in the steel and I will have to start with 220-grit. If it is worse than that then I need a few more strategically placed taps. I should add that I prefer to use a spray adhesive on the stone to hold the paper as taping will allow the paper a slight "roll" with the sanding motion, which will add a slight radius to the end of the tang later causing a gap between the handle and the steel. I ran out of adhesive and had to use tape, which can be used in a pinch if you are careful. If I am not sure if the steel is perfectly flat, I take a colored indelible marker and mark up the perimeter of the handle area and then sand some more. If it is truly flat then the marker will be gone in a few passes. When we install the handle we will use 400-grit to get the handle closer to final finish. NOTE: I have now added a surface grinder to my shop allowing me to get the flats close to perfect. The above method works very well for those with limited equipment and space. The profile is done and the knife is ready to have the bevels ground. 
|
|
|
|
|
[#1]
btt
|
|
|
|
|
[#2]
Not to steal your thread but:
For those interested in making knifes but don't have the gridner / time / patience to grind the knife to shape I can cut out any shape from any material you want on a waterjet. Including all the holes in the hand to the correct size. With the waterjet there is no heat thus no heat affected zones. If interested you can IM me. |
|
|
|
TX, USA
|
[#3]
Originally Posted By Mead:
Not to steal your thread but: For those interested in making knifes but don't have the gridner / time / patience to grind the knife to shape I can cut out any shape from any material you want on a waterjet. Including all the holes in the hand to the correct size. With the waterjet there is no heat thus no heat affected zones. If interested you can IM me. are you still offering this service? |
|
|
CA, USA
|
[#4]
Does anyone know Mead??? I have attempted to contact him via this site with negative results. Any guidance would be greatly appreciated.
|
|
|
USA
|
[#5]
Originally Posted By SF_Phantom:
Does anyone know Mead??? I have attempted to contact him via this site with negative results. Any guidance would be greatly appreciated. Last Login Date: 4/9/2010 10:36:46 AM EDT Last Post Date: 1/2/2010 8:42:46 PM EDT e-mail maybe? |
|
|
CA, USA
|
[#6]
It didn't work either. Maybe he has a new address...
The waterjet sounds good, anyone know anyone else that has that type of equipment? Thx |
|
|
FL, USA
|
[Last Edit: Bobbinga]
[#7]
Would a grinding wheel work instead of a belt grinder??
My roommate and I are trying to make a few knifes and all we to shape the metal is a 6 inch grinding wheel. Should we just use what we have? or should I look around for a cheapish belt Grinder? |
|
|
AZ, USA
|
[#8]
There's shops all over, just do a search on google map in your area. Water jets are very popular with all kinds of cutting.
|
|
|
|
[#9]
Do the pictures actually work or am I not seeing them because of American Research?
|
|
|
|
FL, USA
|
[#10]
Originally Posted By firewall_03:
Do the pictures actually work or am I not seeing them because of American Research? I see them just fine, must be something on your end. |
|
|
NY, USA
|
[#11]
Really like this thread
|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.












