|
Posted: 12/12/2016 10:39:32 PM EDT
A few topics off the top of my head...
Adding DRO's Extending the Z axis Traming the Mill End Mill selecting Cutting Speeds Power Feed Table Adding lights Etc. Etc. In addition to just discussing upgrades, photos (tutorials) will be GREATLY appreciated. (DaveP1, hint, hint) |
|
|
|
|
[Last Edit: DaveP1]
[#1]
Originally Posted By PursuitSS:
A few topics off the top of my head... Adding DRO's Extending the Z axis Traming the Mill End Mill selecting Cutting Speeds Power Feed Table Adding lights Etc. Etc. In addition to just discussing upgrades, photos (tutorials) will be GREATLY appreciated. (DaveP1, hint, hint) Soon as it gets warm enough to spend more than 10 minutes in the shop, you can be sure, I will be documenting my update of my DRO install and will again, update my LED light install on my Grizzly! Next project up is going to be a spindle tach, still working on how I want to do that. |
|
|
|
ME, USA
|
[#2]
Here is a mini mill thread that I started a while back, that contains a lot of mini mill info and links.
mini mill info |
|
|
|
[#3]
Originally Posted By maxxx93:
Here is a mini mill thread that I started a while back, that contains a lot of mini mill info and links. mini mill info Boy reading through that thread and clicking on all of the various links is like going to wikipedia, if you are not careful, you will be lost in innerspace forever! |
|
|
|
|
[#4]
Tag for future comments.
|
|
|
|
|
[#5]
|
|
|
|
|
[Last Edit: criio1]
[#6]
I have the G0704
I did the yuri DRO and liked it. For guys that are thinking of getting a R8 taper mill, save yourself some money and get Tormach style tooling if you're wanting to convert to CNC down the road. Then a month after making the yuri DRO I converted to CNC. I just recently updated the spindle to belt drive and under CNC control. |
|
|
|
|
[#7]
Well after all of these months of waiting for the snow to melt, I am finally able to get back out and work in the shop.
Tonight I upgraded my Grizzly Mini Mill to the drive belt configuration so I don't run the risk of breaking a gear and wow, talk about a difference!! A lot quieter, faster, no fear of chattering as you do with the plastic gears! Takes about 20 minutes to upgrade, I picked them up from LMS back in January when they were on sale, but now have noticed their is another guy that is selling the same kit for $20 bucks less than I paid in January from LMS. He is selling a kit that is red in color and will match the Sieg as well as the Harbor Freight model if you are so inclined, but no matter what you get, it is well worth the money to upgrade your gear driven mill to a belt driven mill Next up, I will be making up the brackets for my DRO's and then install them, then back to milling lowers! and I have a few 0% that I am going to try to make some .308 lowers out of that I have been sitting on for a while now. With all of the stuff I have purchased since the snow started flying last Nov. I am really excited to finally get this going! Yea Ha!! |
|
|
|
TX, USA
|
[#8]
I would say try to get as big of a machine as you can.... bigger machines lets you do more, cut with less chatter, and is easier to use overall.
I have the Grizzly G0704. So far I have done the following: DRO upgrade (bought a cheap optical DRO from China) Belt Drive upgrade from Benchtop Precision 1.5HP 3 phase motor upgrade (it made a huge difference, now it cuts pre hard steel better than before) I have not done anything like extending the Y axis. I have extended the Z axis by mounting the column saddle backwards. This boosts its Z axis range, and max spindle height by 6 inches. Very important if you want to use stuff like boring bars... |
|
|
|
[#9]
taiwanluthiers,
At the time I purchased this one, it was the biggest I could get in my shop, if I need to go bigger, I will head over the WA to use my partner's Haas CNC machines, between my mill and my lathe I can do suppressors as well as mill a lot of parts for the various projects I do ever year. Besides, it seems as if many are just buying router jigs these days and doing lowers with routers. If you run into a deal like I did on this package, I would suggest buying it, all of my tooling, both a lathe and a mill for less than a grand, couldn't go wrong. Now I am looking for a larger table used, I will find one eventually, but I am not in a hurry, I also received a larger aluminum multi mount table with this one that costs about half of what I paid for the whole package, so if you are prudent, you can get into this game pretty inexpensive. Also, I just found a new motor for my mini mill that has almost 3 times the power for less than a hundred bucks, so I would say I am doing pretty good. |
|
|
|
|
[#10]
IN! My mini has the belt drive, dros and gas spring upgrade. Let me know if I can answer any questions.

|
|
|
|
TX, USA
|
[#11]
I have been using my machine to make Remington 700 receivers. It's not the best tool for the job, in fact there are minor alignment issues that crops up (a lathe is much better for boring long holes) but I can work around it. It also requires me to use a lot of filing and elbow grease to actually get a working receiver (I can't drill a sharp corner hole). It would be nice if I had a desktop EDM.
|
|
|
|
[#12]
I watched a really neat video the other day, where a guy has figured out how to control his stepping motors with his android phone and a couple of joysticks, he was doing impressive work with that set up and it was quite inexpensive.
Poor man's CNC, but very ingenious. |
|
|
|
|
[#13]
Originally Posted By DaveP1:
I watched a really neat video the other day, where a guy has figured out how to control his stepping motors with his android phone and a couple of joysticks, he was doing impressive work with that set up and it was quite inexpensive. Poor man's CNC, but very ingenious. |
|
|
|
|
[#14]
Just found another interesting blog I have been reading through, guys are upgrading their mini's with treadmill motors! The treadmill motors run 2.5 to 3 hp ratings, but you have to do the belt drive conversion or you will blow the gears apart in stock form, just need to fabricate a few things and bolt on and go, some guys have even used the treadmill motors with the computer interface that is built into some of them and they are controlling it with their android phones and tablets!
I was at the Salvation Army today and could have picked up several computerized treadmills for about $20 bucks each! |
|
|
|
USA
|
[#15]
Has anyone had to use Harbor Freight's return policy or warranty? We're finally getting one in town and it has me wanting to get the mini mill and lathe just for the fact I can bring them in person if there's an issue.
I'm impressed with the features of the Mini Machine Shop machines, but, the price gets high with shipping and it's still just an upgraded Chinese clone. Also, sign up for MSC, Grainger and Traver's Tools online specials. MSC especially will have metalworking sales where you can get a good discount if you spend enough (usually $250+), which really isn't hard with tooling! |
|
|
|
[Last Edit: DaveP1]
[#16]
Originally Posted By FADALdude:
Has anyone had to use Harbor Freight's return policy or warranty? We're finally getting one in town and it has me wanting to get the mini mill and lathe just for the fact I can bring them in person if there's an issue. I'm impressed with the features of the Mini Machine Shop machines, but, the price gets high with shipping and it's still just an upgraded Chinese clone. Also, sign up for MSC, Grainger and Traver's Tools online specials. MSC especially will have metalworking sales where you can get a good discount if you spend enough (usually $250+), which really isn't hard with tooling! One thing to note on their warranty, it is only 90 days from the date of purchase, not the date of receiving it. That said, I have not really heard of many problems, the biggest thing that seems to happen is you overload or bind the machine and it blows the plastic gears apart, which is the reason many of us have upgraded to the belt drive system. |
|
|
|
USA
|
[#17]
Originally Posted By DaveP1:
To get the answer, you should call HF and ask someone in the know. Realize, you won't walk in and walk out with a mill and lathe, the majority of HF stores have to order the mills and lathes, it is rare that they will have one for sale in the store and they charge additional for shipping from China, which is where all these machines are made. One thing to note on their warranty, it is only 90 days from the date of purchase, not the date of receiving it. That said, I have not really heard of many problems, the biggest thing that seems to happen is you overload or bind the machine and it blows the plastic gears apart, which is the reason many of us have upgraded to the belt drive system. |
|
|
|
[#18]
Originally Posted By FADALdude:
The staff at the Aurora Harbor Freight are less than knowledgeable. Thanks for pointing out the 90 days from PURCHASE. That kills it for me. I did have to drive a bit to pick it up, but I still spent less than if I had to order it and the wife got a great dinner out of the trip. |
|
|
|
|
[#19]

|
|
|
|
|
[#20]
Originally Posted By Michigan_Man:
https://m.popkey.co/ed6865/xqZMW.gif You do realize, this is not GD right. Just giving out information based on my experience. |
|
|
|
|
[#21]
Where do I start....
First ....Ball-screws!! So much more smoother and less backlash. Also So much more efficient than the old ACME screws. I can easily move table when I don't have the motors mounted! 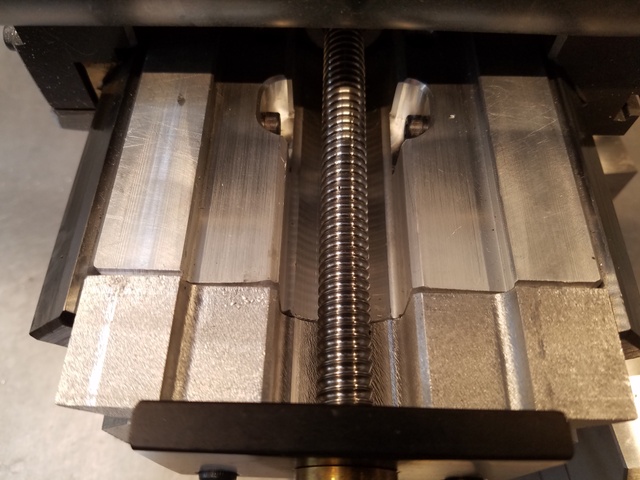
Larger headstock and drive motor.. MT3 Spindle with ABEC-7 HS bearings. 850 watt brushless motor- speed controlled by Mach3 
I got the Mt#3 taper headstock so I could use the Tormach TTS tooling system. 

Upgrading will never Stop! Ca_Longshot |
|
|
|
|
[#22]
Originally Posted By ca_longshot:
Where do I start.... First ....Ball-screws!! So much more smoother and less backlash. Also So much more efficient than the old ACME screws. I can easily move table when I don't have the motors mounted! http://photos.imageevent.com/scl_electronics/misc/taigstuff/websize/Y-ext%20ball%20screw2.jpg Larger headstock and drive motor.. MT3 Spindle with ABEC-7 HS bearings. 850 watt brushless motor- speed controlled by Mach3 http://photos.imageevent.com/scl_electronics/misc/glockcnctaig/websize/Glock2.jpg I got the Mt#3 taper headstock so I could use the Tormach TTS tooling system. http://photos.imageevent.com/scl_electronics/misc/glockcnctaig/websize/tts-em.jpg http://photos.imageevent.com/scl_electronics/misc/glockcnctaig/websize/headstock-tts.jpg Upgrading will never Stop! Ca_Longshot 
I have been thinking about ball screws... |
|
|
|
ME, USA
|
[#23]
Originally Posted By DaveP1:
... the biggest thing that seems to happen is you overload or bind the machine and it blows the plastic gears apart, which is the reason many of us have upgraded to the belt drive system. The other plus is that I still retain the use of the gearbox rather than having to move a belt to a different pulley to change speed range. |
|
|
USA
|
[#24]
Originally Posted By ca_longshot:
Where do I start.... First ....Ball-screws!! So much more smoother and less backlash. Also So much more efficient than the old ACME screws. I can easily move table when I don't have the motors mounted! http://photos.imageevent.com/scl_electronics/misc/taigstuff/websize/Y-ext%20ball%20screw2.jpg Larger headstock and drive motor.. MT3 Spindle with ABEC-7 HS bearings. 850 watt brushless motor- speed controlled by Mach3 http://photos.imageevent.com/scl_electronics/misc/glockcnctaig/websize/Glock2.jpg I got the Mt#3 taper headstock so I could use the Tormach TTS tooling system. http://photos.imageevent.com/scl_electronics/misc/glockcnctaig/websize/tts-em.jpg http://photos.imageevent.com/scl_electronics/misc/glockcnctaig/websize/headstock-tts.jpg Upgrading will never Stop! Ca_Longshot |
|
|
|
[#25]
@ca_longshot we've seen your setup quite a few times, but I don't remember any specifics about cycle times. How long does it take to mill out a FC pocket? Or do some custom magwell engraving. Any idea of total cost?
|
|
|
|
|
[Last Edit: ca_longshot]
[#26]
My cycle times for my billet lowers is about 30 min, since it tend to go with med feedrates and shallow DOC's
With standard forged..I speed things up. So the cut times were around 24 min. I know I have been criticized about small chip sizes. But I been limited one main factor, Horsepower! Taigs only come with a 1/4 hp motor!! Since I upgrade my my headstock and close to 1hp motor, I haven't run a lower yet... Still tuning things in and working on rpm setting. I am shooting to cut down my cutting time to 18 min. The main change is well be the ability to use more respectable DOC's!! With engraving, lettering is fairly quick..but graphics is slow!! When using .032 ball-nose EM, you only can feed so fast before you snap it! Doing the engraving on the Postal lower... 10,000rpm .002 doc .008 total depth 14 ipm... 
This took about 45 min!! Ca_Longshot |
|
|
|
FL, USA
|
[#27]
So much information it's making my head spin!.
I've decided to get a mini mill, but have a lot of questions. I'm most likely going to get the HF (Central #44991) I'll have to see what I can come up with for coupon etc for best price. I'm a complete novice at this, but I'm tired of trying to find shops willing or able to do all the little jobs I want and decided to take the plunge. I'm open to any and all advise, suggestions. My goals are light machine work such and 80% lowers, receiver modifications, and I do a lot of work with plastics and wood. Looking for advice on; Clamping kit? The one on HF? Vise Bits Which belt drive I'll need a stand, would rather purchase but can build if required. Thanks in advance for any help. |
|
|
|
[Last Edit: DaveP1]
[#28]
Originally Posted By larrys:
So much information it's making my head spin!. I've decided to get a mini mill, but have a lot of questions. I'm most likely going to get the HF (Central #44991) I'll have to see what I can come up with for coupon etc for best price. I'm a complete novice at this, but I'm tired of trying to find shops willing or able to do all the little jobs I want and decided to take the plunge. I'm open to any and all advise, suggestions. My goals are light machine work such and 80% lowers, receiver modifications, and I do a lot of work with plastics and wood. Looking for advice on; Clamping kit? The one on HF? Vise Bits Which belt drive I'll need a stand, would rather purchase but can build if required. Thanks in advance for any help. http://www.grizzly.com/products/Mill-Drill/G0758 That is not to say the HF model is not a capable machine, because the machine itself is the same as many others, but then you have the option to upgrade and add one as needed or desired. For stands, I have seen a lot of guys use the old style Craftsman Table saw stand for their mini mills, you just have to put a top on it that is sturdy and they have lockable wheels on them so they can be moved as needed. http://www.old-woodworking-tools.net/craftsman-tool-stands.html I have a machine vise that came with my set up, you can get them off of ebay for good prices, the hold down kit I purchased also came from ebay for less than $50 bucks and it is a much more complete kit than HF sell. Another link you need to have is to the Little Machine Shop, they have lots of good parts and they are great to work with, I have spent way more than I am willing to tell my wife about with them! http://littlemachineshop.com/ I have upgraded my Grizzly with the belt drive kit, which is much quieter as well as offers more speed, I have a full DRO kit sitting here that I need to install once I get off my butt and build the brackets for it! Once you get one, you will never regret it, I use mine for all kinds of things besides guns, it comes in handy for making parts for boat restorations, I have made specialty parts for various cars I have sitting around and I use it a lot as a drill press, so what ever you get make sure you get a drill arbor for it. Let us know if we can help, lots of knowledge on here and most are willing to tell you about their trials and tribulations. |
|
|
|
MO, USA
|
[Last Edit: Grunteled]
[#29]
As an owner of a HF Mini Mill I'll make the suggestion that you think seriously about getting a G0704 or PM20 sized mill. I know that is a fair upgrade in price but here are a few reasons I say this:
1) Quality - The HF MM I have feels junky in comparison. I loved it when I got it, but after getting a PM-25 it felt awful. Everything felt smoother and easier on the PM-25. My HF MM has a banana table that rises on the ends by around 0.006". Making anything flat on the table it is next to impossible if it's more than a couple inches long. The larger mill rises by about 0.001 over the same travel. This banana curve was confirmed on a surface plate. 2.) Time - On the HF MM even modest jobs take a long time due to the limits of DOC and WOC you can take. Good tooling helps some but the machine is just tiny and anything other than aluminum is tough to work with. The bigger mill can take reasonable DOC and WOC with great finish results which makes life so much easier. To help with this some on the MM look into "corncob" roughing end mills. They can let little machines take more bite per pass. 3.) Ease - Everything was easier on the big mill. Tramming it up square, manual work with it's 0.100" handle rotations rather than 0.0625 (honestly WTF). Drilling with the quill is easier than lowering the head. Built in quill DRO is very handy. Large Y travel makes it much easier to handle larger parts without it becoming a clamping and work-holding puzzle. Tapered gibbs make getting setting the table friction SO MUCH EASIER, and they stay put. This is not to imply that people can't or don't do a lot of great work with the HF or Griz MM. If you are willing to spend time doing some upgrades and tweaks people do make them into pretty respectable machines. It's just they don't really come out of the box very nice and it can be expensive to outfit yourself to fix these problems. If you do get one spend some time getting the head trammed square to the Z Travel. It's almost certainly not from the factory and it's a royal pain in the ass to get right but once done your accuracy in X/Y will no longer be dependent on the head's position in Z. There's more to it than just getting the column straight. - Get a good vice as this will be your main work holding device, spend some money here and get a good one. Don't go bigger than 3" though for the MM. The table on the MM is narrow and a 3" is already pushing on your Y travel. - Clamping kits are clamping kits don't spend a fortune on it. 7/16" is the size the MM uses as well as the G0704 sized machines. - Get a cheap set of endmills but once you figure out the sizes you need most then buy good high-quality replacements. That way you have good stuff to do you common work and some "will do in a pinch" tools for the occasional jobs. - Stick with HSS endmills rather than carbide. - If you plan to CNC later get a spindle taper that will work with Tormach TTS tooling. - Prepare to have an empty wallet for a while. There is always one more tool you need to do something right. I'm just pointing out some things that I overlooked when buying the MM to keep the cost down and later found to bother me. Right now the MM is relegated to drilling or squaring small stock in my shop. It's a machine I don't like to use much anymore. I'm giving serious thought to stealing it's headstock and converting that to a 4th axis for my bigger mill and donate the base as an X/Y table to my drill press. I'd get more use from it that way. I do not say any of it to mock or put down people using the MM so please do not think that's the case. I started out just wanting to drill holes for PCB's on 0.100" spacing and from there I ended up with a 10x22 lathe, a CNC PM-25 mill, God only knows how much money in drill, endmills, vices, indicators, blocks, metal, tool holders. I just quickly wanted more than the MM and the G0704 sized machines hit the market just after I bought. Prior to that there was not a lot of mills in between the MM and an RF-45 monster. So when those medium sized mills hit I knew I wanted one and I sold off the MM and here I am. Here's the two in the same photo for reference: |
|
|
|
[Last Edit: criio1]
[#30]
A few videos of my G0704
 G0704 CNC conversion with flood coolant cabinet Spindle upgrade  G0704 spindle bearing and belt drive bench test Cutting pron  G0704 cutting More cutting pron with chips piling up.  G0704 CNC cutting. |
|
|
|
|
[#31]
For those considering the HF mini mill or the version from LMS, seriously consider stepping up to the next size larger mill. The issue with the Seig X2 series mills is that once you add vises/clamping, and tool holders, you've not got much room to do a whole lot of work.
|
|
|
|
FL, USA
|
[#32]
Wow thanks for the detailed responses!
Well I'm always one to go quality, so I'll agree that I'm better off with the larger machine, price wise the G0704 would be the choice. Time for more research..... |
|
|
|
[#33]
I wish I had gone bigger...
|
|
|
|
|
[#34]
someone gave me a little bench top mill that the controller was toast....got a new controller that is about 1/10 the weight with new stepper motors (x,y,and z axis) and one of my guys got it running and we are planning on using it for engraving.........but then we realized the spindle was WAAAAAY to slow to power a carbide engraving tool....so we replaced the head with a Makita laminate trimmer.....now we have a 30,000 rpm spindle...
still playing with it......probably gonna make a fixture to use it for lrbho mods |
|
|
|
|
[#35]
Originally Posted By ca_longshot:
My cycle times for my billet lowers is about 30 min, since it tend to go with med feedrates and shallow DOC's With standard forged..I speed things up. So the cut times were around 24 min. I know I have been criticized about small chip sizes. But I been limited one main factor, Horsepower! Taigs only come with a 1/4 hp motor!! Since I upgrade my my headstock and close to 1hp motor, I haven't run a lower yet... Still tuning things in and working on rpm setting. I am shooting to cut down my cutting time to 18 min. The main change is well be the ability to use more respectable DOC's!! With engraving, lettering is fairly quick..but graphics is slow!! When using .032 ball-nose EM, you only can feed so fast before you snap it! Doing the engraving on the Postal lower... 10,000rpm .002 doc .008 total depth 14 ipm... http://photos.imageevent.com/scl_electronics/cfguns/ar15/websize/20150223_163017.jpg This took about 45 min!! Ca_Longshot
|
|
|
|
AB, CAN
|
[#36]
I have a craftmatic minimill, which I am fairly certain is pretty much the same as all the Chinese mills.
I wish there were how to guides for adding dro, power feed, cnc conversions etc.
I already killed my rpm read somehow, just winging it right now |
|
|
|
[#37]
Originally Posted By TacticalPenguin:
I have a craftmatic minimill, which I am fairly certain is pretty much the same as all the Chinese mills. I wish there were how to guides for adding dro, power feed, cnc conversions etc.
I already killed my rpm read somehow, just winging it right now http://www.mini-lathe.com/Mini_mill/Main/mini-mill.htm http://www.yuriystoys.com/ http://www.fignoggle.com/index.htm Just jump in and start digging, there is a lot of info out their, many websites in the UK also about these machines. |
|
|
|
FL, USA
|
[#38]
Local guy here has a like new G0758 for sale. Any one have any input on this machine?
It seems to be between the mini like the HF unit and the G0704. For some reason the max spindle to table distance is less than both at 8 3/4". All other dimensions seem to be somewhere between those machines. |
|
|
TX, USA
|
[#39]
I had one. I got rid of it in favor of the G0704 because of the really low spindle to table height. However if it's not too expensive you can probably remove the saddle that the head sits on, and reinsert it backwards to increase the spindle to table height by about 6 inches or so. The only reason I initially went with G0758 is because of weight concerns....
Otherwise get the G0704, or better yet the Precision Mattthew's version http://www.precisionmatthews.com/shop/pm-25mv/ It only costs a little more but has belt drive standard. |
|
|
FL, USA
|
[#40]
Thanks for the response. Turns out he's asking 850 for it and it doesn't have the stand which I need. He's asking close to new price.
The PM is nice, but too much for me, the 0704 is breaking the bank as it is! |
|
|
TX, USA
|
[Last Edit: taiwanluthiers]
[#41]
Well, you are going to spend the price of the machine on toolings and stuff so you might as well spend a few hundred more and get a MUCH MORE capable machine.
850 is too high for G0758. He should be asking around 600 (that's how much I sold mine for). 8.5" spindle to table is REALLY small when you add a vise, a chuck, any tooling, etc. and it will really limit what you can do with it. G0704 isn't much heavier than G0758, though it is a step up from a X2 type mill. I recommend the PM version just because it's got a lot more for only 100 dollar more than what Grizzly sells it for. The problem with the stock configuration is if you break the plastic gear for any reason it can take MONTHS before Grizzly has them in stock!! The only problem with the PM version is it does not come with a stand (G0704 does). However you are going to spend a lot more than the price of that machine to get your G0704 up to PM spec. You will want a DRO as well, another 3-400 dollars. You can do without it but a DRO makes running a mill 10000 times easier. It's not nearly as critical to have a DRO on a lathe. |
|
|
FL, USA
|
[Last Edit: larrys]
[#42]
I was looking at the price with DRO on the PM, my mistake
It's only a few hundred more over the G0704 with stand shipping etc. Unfortunately I need the stand. I did watch a comparison video on the two machines, so you have me sold on the PM. I haven't even begun to research DRO yet, that will come eventually but I will have to go manual for awhile. Thanks again.....I think! |
|
|
TX, USA
|
[#43]
If you don't want to spend too much on DRO give igaging a try... or you can just use calipers. DRO is just helpful when you want to locate holes, that's where the DRO really pays for itself. Otherwise if all you do is mill slots and openings a DRO is not nearly as critical. It's still helpful though.
|
|
|
|
[#44]
I purchased a really nice DRO kit from a guy on ebay back in January for $130 with free shipping, came with 3 heads, an 8", 12" and a 24 inch scale, all the heads, wires, hangers for the displays, the only thing I had to make is the brackets for mounting the measuring scale, did that out of some bar stock aluminum, they are working out great and make things easier, just know your measurements and start milling.
|
|
|
|
|
[#45]
Originally Posted By DaveP1:
I purchased a really nice DRO kit from a guy on ebay back in January for $130 with free shipping, came with 3 heads, an 8", 12" and a 24 inch scale, all the heads, wires, hangers for the displays, the only thing I had to make is the brackets for mounting the measuring scale, did that out of some bar stock aluminum, they are working out great and make things easier, just know your measurements and start millting. |
|
|
|
|
[Last Edit: DaveP1]
[#46]
I made a small aluminum template that goes on the top of the FCG pocket that gives me exact center of that pocket and I have been meticulous in making sure I documented all of the measurements for the FCG pocket, makes it very simple to center and go from their based on my notebook, have not missed yet since I set the DRO's up, now I am working on a template system for my DPMS .308 gen 1 lowers, so I can do the exact same thing. Makes it very easy to mill a lower.
For a DRO on my lathe, I use a 10 inch Harbor Freight caliper that I drilled the jaws on and made brackets to mount it to, I think I have about a half hour and $15 bucks into that one and it works out great on the lathe. AFCarbon15, you and I need to figure out a way to spend a day or two together one of these months, I can't imagine what we could do in a home machine shop together! |
|
|
|
TX, USA
|
[#47]
I tried to complete a 80% AR lower before I fitted a DRO on my mill... counting turns and all. I was able to get it right sometimes, but there were a couple of times where it's off just enough that it wouldn't work. Especially when 308 AR lowers tend to cost a lot more than regular AR lowers... Some lead screws are not 100% accurate and as a result you can still be off by a little bit counting turns...
Once I got the DRO I no longer mis-drilled holes on AR lowers ever again. Those glass scales are so accurate that you can basically mill paint off of a part... |
|
|
|
[#48]
Taiwan,
If you don't have DRO's the only way to do it on a small mill is with a jig, you will never freehand one trying to count turns on the handles, to much play in them. |
|
|
|
TX, USA
|
[#49]
I did it with a jig once. That didn't turn out so well because for whatever reason I managed to have one hole that was off, resulting in a lower where the safety would not work at all. A DRO is almost a must in a mill.
|
|
|
|
[#50]
Originally Posted By taiwanluthiers:
I did it with a jig once. That didn't turn out so well because for whatever reason I managed to have one hole that was off, resulting in a lower where the safety would not work at all. A DRO is almost a must in a mill. |
|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.




















