|
Posted: 2/5/2024 5:49:28 PM EDT
Help me improve my welding on thin stainless. Thin being 1/16 or thinner tube, sheet, etc.
I can do the actual welding, I just get too way too much contamination. I got an extra flowmeter so I can purge the backside of a weld and that obviously helped a ton. I still get contamination in the welds, but if I weld very short sections (less than an inch) I get significantly less contamination(the welds go from a brownish color to almost looking like clean metal). I'm assuming this is due to poor gas coverage(ie. on welds longer than about an inch the weld loses gas coverage before it is sufficiently cooled down). I have standard collet bodies and small gas lenses and both work about the same, size 8 is the largest cup. I got a chinesium large gas lens setup and it works better, I believe it came with a size 10 cup. I want a normal size cup as the jumbo ones are cumbersome. Is bigger always better for gas coverage? I see you can get normal size gas lenses up to size 24! There's got to be a point of diminishing returns right? The trendy furick cups are all white, other brands come in both white and pink. Google says the pink is simply a color added to the ceramic and that color doesn't matter, is that true? Any other tips? |
|
|
|
|
[Last Edit: Jkees]
[#1]
Did you also clean the inside of the tubing?
With something that thin you can pull contaminates from the back to the front. |
|
|
|
|
[Last Edit: tinysd]
[#2]
From your color description, it sounds like you are taking too long and dumping too much heat into the steel. That is the reason it goes from dark to shiny.
You want to establish the puddle quickly and start moving faster than you normally do with mild steel. Keep practicing. While practicing you will notice stainless distorts much worse than steel too. You can try adjusting the amperage too. Sometimes I use more amps than recommended because it allows me to get the puddle fast and I run the bead faster than normal. It might seem counterintuitive, but it works. I would practice that before changing cups. Good luck. Eta I know @Seatbelts welds a ton of stainless, but it looks to be much thicker than 16 gauge. Hopefully he can lend his expertise. |
|
|
|
|
[#3]
Pictures would also help greatly btw
|
|
|
|
|
[#4]
Yes it’s all spotlessly clean before welding.
Pulling junk from the back surface is why purging the rear of the weld made such a big difference. I tried more heat and moving faster, it seemed to help but I can only go so fast! Since I can get short 1 inch welds to be pretty clean It seems to me that more gas coverage would help. |
|
|
|
|
[#5]
What kind of amperage are you pulling? And what joint specs?
Gap? Square? Bevel? |
|
|
|
|
[#6]
Without pictures, I'd guess that you're getting it too hot.
|
|
|
|
|
[#7]
Originally Posted By Jkees: What kind of amperage are you pulling? And what joint specs? Gap? Square? Bevel? Originally Posted By Jkees: What kind of amperage are you pulling? And what joint specs? Gap? Square? Bevel? Can't watch while welding, but I set 40 or maybe 50 amps and never hit full pedal. Most often butt joints and some lap joints. Originally Posted By ske714: Without pictures, I'd guess that you're getting it too hot. I've wondered that also, ie. do the very short beads look less contaminated because they are short(and stay under the gas) or because the reduced welding time doesn't let the metal get hotter than needed? I sometimes feel like I'm taking too long to get a bead started, but my short beads look clean so I don't think I'm overheating the metal with a slow start. Good penetration on the short welds too. |
|
|
|
|
[#8]
Learn to pulse the pedal. That's what I've been working on. Get in a rhythm of heat up-dab-heat down- move. Weldmonger has some good demos. You'll put in a lot less heat.
|
|
|
|
|
[#9]
Originally Posted By ske714: Learn to pulse the pedal. That's what I've been working on. Get in a rhythm of heat up-dab-heat down- move. Weldmonger has some good demos. You'll put in a lot less heat. I do sometimes, my welder also has pulse. I find it helpful on thin metal. I guess I'm saying that I'm not convinced that I am overheating the metal. |
|
|
|
|
[#10]
It sounds like you are cooking the stainless and changing it.
|
|
|
|
|
[#11]
Originally Posted By tinysd: From your color description, it sounds like you are taking too long and dumping too much heat into the steel. That is the reason it goes from dark to shiny. You want to establish the puddle quickly and start moving faster than you normally do with mild steel. Keep practicing. While practicing you will notice stainless distorts much worse than steel too. You can try adjusting the amperage too. Sometimes I use more amps than recommended because it allows me to get the puddle fast and I run the bead faster than normal. It might seem counterintuitive, but it works. I would practice that before changing cups. Good luck. Eta I know @Seatbelts welds a ton of stainless, but it looks to be much thicker than 16 gauge. Hopefully he can lend his expertise. I don't know why I didn't get the tag but I would say about 90% of what I do is 1/16th sheet stainless. It can be a bitch to get it under control but your gonna hear me say a few things that run counter to commonly held advice. The first being that your amperage is likely to low, and because your having to start a puddle so low and build it until you can add filer the reality is your likely overheating the material and thus its becoming sugared by the time you lay a bead. Secondly a lot of people are obsessed with obsessively cleaning stainless prior to welding it. I won't tell you thats a bad thing, but I can tell you that unless I have something gunky on the stainless I don't clean shit. If your doing Xray level work then yes clean and remove as many variables as possible, or on certain materials but its just not necessary to clean shit or run a backside purge if you have the basics down. For me it all comes down to two things, first being time. The second being that I don't want to add anything else to the spicy air that is hexavalent chromiuim. Without some pics its going to be hard to give you a good idea of exactly whats going on. It can be a plethora of things, from the wrong amperage to the wrong type of tungsten, to the travel speed and the filler rate. It sounds like its a amperage issue combined with a travel time issue and if your adding filler you may not be adding enough. Here's some I took today. 1/16th 308ss sheet metal welded with 1/16th 308l filler welded using a combination of a Furick BBW and Jazzy 10. I run the jazzy for all but the outside fused joints, and I switch to the #18 BBW for this because the cone of gas shields both sides of the joint a lot better. All were run using an Idealarc made in 1990, with a fixed amperage of about 85-95. I don't use a pedal so when I strike an arc I'm at my hottest amperage and if its too hot I just have to readjust or move faster.  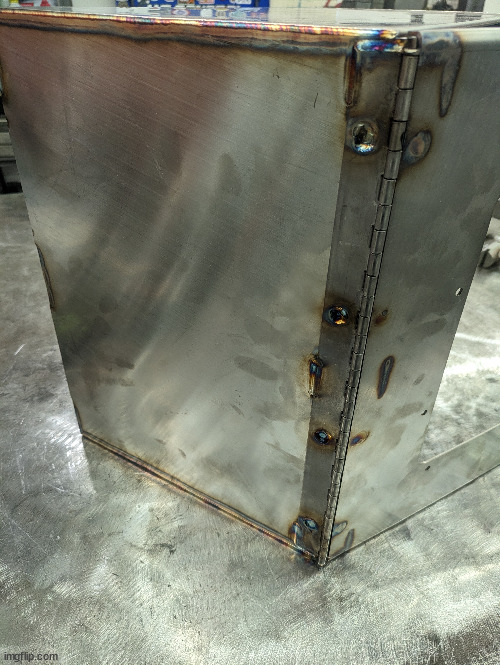  And a pro tip, if you can utilize aluminum in the process. If I have a joint thats over a few inches and I know I have to weld it all continuously, I will take a 1inch thick plate of aluminum and clamp it to the backside of the joint. It acts as a heat sink and will prevent a lot of sugaring if you keep it clamped tightly and hustle. |
|
|
|
|
[Last Edit: Seatbelts]
[#12]
Originally Posted By tinysd: From your color description, it sounds like you are taking too long and dumping too much heat into the steel. That is the reason it goes from dark to shiny. You want to establish the puddle quickly and start moving faster than you normally do with mild steel. Keep practicing. While practicing you will notice stainless distorts much worse than steel too. You can try adjusting the amperage too. Sometimes I use more amps than recommended because it allows me to get the puddle fast and I run the bead faster than normal. It might seem counterintuitive, but it works. I would practice that before changing cups. Good luck. Eta I know @Seatbelts welds a ton of stainless, but it looks to be much thicker than 16 gauge. Hopefully he can lend his expertise. I don't know why I didn't get the tag but I would say about 90% of what I do now is 1/16th sheet stainless, mostly because I'm one of the only people who can weld it without sugaring it  . It can be a bitch to get it under control but your gonna hear me say a few things that run counter to commonly held advice. . It can be a bitch to get it under control but your gonna hear me say a few things that run counter to commonly held advice. The first being that your amperage is likely to low, and because your having to start a puddle so low and build it until you can add filer the reality is your likely overheating the material and thus its becoming sugared by the time you lay a bead. Secondly a lot of people are obsessed with obsessively cleaning stainless prior to welding it. I won't tell you thats a bad thing, but I can tell you that unless I have something gunky on the stainless I don't clean shit. If your doing Xray level work then yes clean and remove as many variables as possible, or on certain materials but its just not necessary to clean shit or run a backside purge if you have the basics down. For me it all comes down to two things, first being time. The second being that I don't want to add anything else to the spicy air that is hexavalent chromiuim. Without some pics its going to be hard to give you a good idea of exactly whats going on. It can be a plethora of things, from the wrong amperage to the wrong type of tungsten, to the travel speed and the filler rate. It sounds like its a amperage issue combined with a travel time issue and if your adding filler you may not be adding enough. Here's some I took today. 1/16th 308ss sheet metal welded with 1/16th 308l filler welded using a combination of a Furick BBW and Jazzy 10. I run the jazzy for all but the outside fused joints, and I switch to the #18 BBW for this because the cone of gas shields both sides of the joint a lot better. I run about 35chf when I use these cups, so for me its not a problem to dump a good 10 sec post flow but you can probably get away with about 25cfh and a 7 sec post flow All were run using an Idealarc made in 1990, with a fixed amperage of about 85-95. I don't use a pedal so when I strike an arc I'm at my hottest amperage and if its too hot I just have to readjust or move faster. And a pro tip, if you can utilize aluminum in the process do it. If I have a joint that's over a few inches and I know I have to weld it all continuously, I will take a 1inch thick plate of aluminum and clamp it to the backside of the joint. It acts as a heat sink and will prevent a lot of sugaring if you keep it clamped tightly and hustle. |
|
|
|
|
[#13]
Just here to promote the Jazzy 10 cup.
|
|
|
|
ID, USA
|
[#14]
Op.... What is the stainless type of the base material ?? 304....309...316.... What is the rod material and what size is it ?? 309....316..... Start the pulses at about 60-70 per min and low intensity. This will help cool it down. Then speed up your rod dab and move technique. Also check your torch angle and puddle size. This will also help you keep from over heating. |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.
















