|
Posted: 3/9/2024 10:08:37 AM EDT
I did the usual dumb thing of getting a drill press to try to do some simple cuts on a section of 6061 pic rail. Even with a heavy adjustable vise, no bueno.
After some research, I ordered up a Genmitsu 3030-PROVer MAX CNC Router. I really want to be able to machine 6061/7075 (I know 7075 is way harder) precise enough for simple stuff like carry handle mounts for Aimpoint Micros. Am I going to be frustrated? My plan is to pair up with FreeCAD to generate tool paths. I have a lot of experience with 3D modeling for TV/video effects and graphics, but zero with CAD/CAM. |
|
|
|
|
[#1]
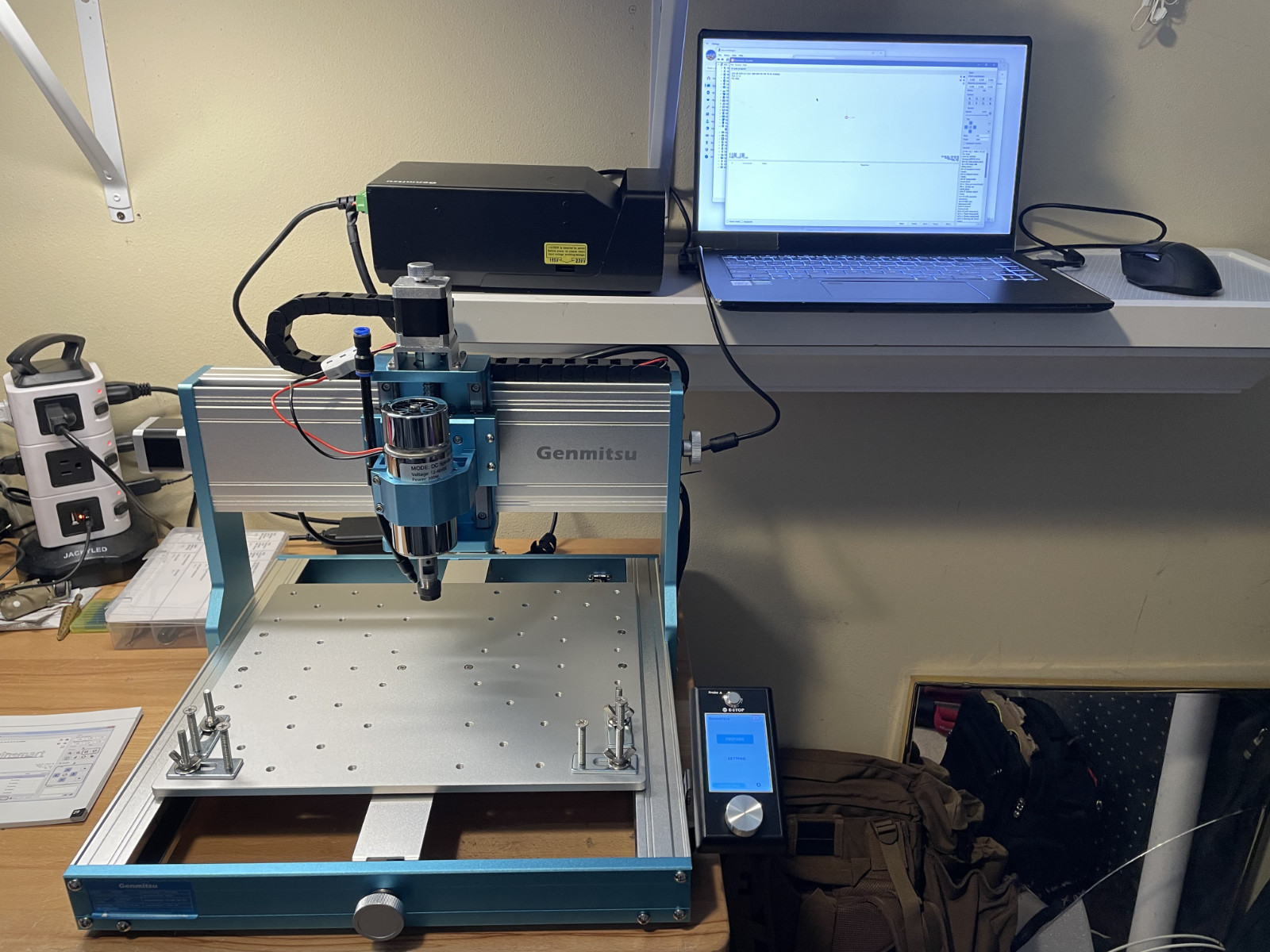
Well here it is:
|
|
|
|
|
[#2]
In for crashes
 I have a shapeoko machine but I've only used it for wood, MDF, plastic machining. Tag for aluminum. What's the spindle on that thing? |
|
|
|
|
[#3]
Originally Posted By vmpglenn: I did the usual dumb thing of getting a drill press to try to do some simple cuts on a section of 6061 pic rail. Even with a heavy adjustable vise, no bueno. After some research, I ordered up a Genmitsu 3030-PROVer MAX CNC Router. I really want to be able to machine 6061/7075 (I know 7075 is way harder) precise enough for simple stuff like carry handle mounts for Aimpoint Micros. Am I going to be frustrated? My plan is to pair up with FreeCAD to generate tool paths. I have a lot of experience with 3D modeling for TV/video effects and graphics, but zero with CAD/CAM. Yes, yes you will. CAM has a learning curve. My advice having done this with hobby machines for a while is to figure out your backlash first. I like the Genmitsu machines and have a couple, but ironically the more expensive machines seem to have much worse backlash. Once you get as much of that worked out as you can you can start practicing. Since you're just starting out, before cutting aluminum I suggest getting a bunch of blocks of machinable wax and testing stuff on that. It's cheaper, faster, and there's less tool wear, and once you're comfortable you can make a design in wax, you can move on to 6061 and re-learn all the stuff needed to machine that. My number one tip there is picking appropriate cutting tools, don't try to do something like use a 4-flute cutter meant for steel on 6061. Be prepared to break a lot of cutting tools as you learn. Nothing is quite like the joy of getting a new $50 bit of carbide and running it at max speed into the side of a workpiece on a fast move and breaking it before it's ever cut anything because you forgot to raise the spindle. |
|
|
|
CA, USA
|
[#4]
Given that the spindle is probably intended for 1/8 end mills and smaller it likely has high rpm. Probably want to look at O-flute type mills. Your depth of cut is going to be very light, think engraving rather than milling.
Youtube should have a fair amount of knowledge for feeds and speeds. Have two different CNC gantry mills, a Millright MegaV I got for around 1250 to learn on and a Langmuir MR1. The MR1 removal rate is easily 10-30x better than what I could do with my MegaV router mill in aluminum. The MegaV was originally set up for carbon fiber and submerged milling for dust control. Aluminum came later. |
|
|
|
[#5]
Thanks all - your advice is much appreciated.
It is a 1/8" chuck so my plan is to go shallow and fairly slow. I can mount a small router with a much larger chuck for manual use, which I may try later. It'd be neat to be able to do NFA engraving; might try that the next time I Form 1 a receiver. |
|
|
|
|
[#6]
So I ended up using the 1/4" router that came with the Genmitsu package deal I bought. Much less buzzy on AL than the included 1/8" motor.
Just messing around with manual controls, I took some AL off a cheap picatinny carry handle mount using a 1/4" 4-flute endmill. Feed rate about 120mm/min, no-load RPM of 33,500. Cuts went fine for what was just messing around, then I got to the end of the rail and started melting AL... My guess is no heat sink, cheapo metal, and 4-flute endmill all contributed. I have some 3-flute endmills coming in. Any other suggestions?  
|
|
|
|
|
[#7]
Originally Posted By vmpglenn: So I ended up using the 1/4" router that came with the Genmitsu package deal I bought. Much less buzzy on AL than the included 1/8" motor. Just messing around with manual controls, I took some AL off a cheap picatinny carry handle mount using a 1/4" 4-flute endmill. Feed rate about 120mm/min, no-load RPM of 33,500. Cuts went fine for what was just messing around, then I got to the end of the rail and started melting AL... My guess is no heat sink, cheapo metal, and 4-flute endmill all contributed. I have some 3-flute endmills coming in. Any other suggestions? https://personal.visualitymedia.com/personal/picrail.jpg https://personal.visualitymedia.com/personal/endmill.jpg WD40 is a superb lubricant for using with aluminum, it prevents the chips from sticking to the tool. However, it's not worth a fuck for any other material. At 33,500rpm you were spinning that tool about 2200sfm, that is real damn fast. Too fast. Slow down to ~10k and read up on speeds and feeds. When you weld AL to a cutter like that, sometimes you can take a light cut on some steel and it'll knock the AL off the tool. Another trick for carbide tools is to soak them in Works toilet bowl cleaner. The acid eats the AL but won't touch the carbide. The unsupported end of the rail wasn't cutting, it was deflecting and rubbing and that builds up heat FAST. Next time support the thin section. |
|
|
|
|
[#8]
Originally Posted By MethaneMover: Few things in no particular order- WD40 is a superb lubricant for using with aluminum, it prevents the chips from sticking to the tool. However, it's not worth a fuck for any other material. At 33,500rpm you were spinning that tool about 2200sfm, that is real damn fast. Too fast. Slow down to ~10k and read up on speeds and feeds. When you weld AL to a cutter like that, sometimes you can take a light cut on some steel and it'll knock the AL off the tool. Another trick for carbide tools is to soak them in Works toilet bowl cleaner. The acid eats the AL but won't touch the carbide. The unsupported end of the rail wasn't cutting, it was deflecting and rubbing and that builds up heat FAST. Next time support the thin section. Using a 3 flute endmill made a huge difference. Cuts very clean now. I do appreciate the tips above - very helpful. I have a Saunders Machine fixture plate and vise coming, which should help eliminate workpiece instability, square everything up, and give me a decent shot at running coded paths. |
|
|
|
|
[#9]
I'm genuinely curious how this turns out for you. I've been wondering about some of these desktop CNC routers that claim they can handle AL. I always get hung up on the fact that for not much more I can get an import mill or lathe.
|
|
|
|
GA, USA
|
[#10]
Originally Posted By vmpglenn: Using a 3 flute endmill made a huge difference. Cuts very clean now. I do appreciate the tips above - very helpful. I have a Saunders Machine fixture plate and vise coming, which should help eliminate workpiece instability, square everything up, and give me a decent shot at running coded paths. Originally Posted By vmpglenn: Originally Posted By MethaneMover: Few things in no particular order- WD40 is a superb lubricant for using with aluminum, it prevents the chips from sticking to the tool. However, it's not worth a fuck for any other material. At 33,500rpm you were spinning that tool about 2200sfm, that is real damn fast. Too fast. Slow down to ~10k and read up on speeds and feeds. When you weld AL to a cutter like that, sometimes you can take a light cut on some steel and it'll knock the AL off the tool. Another trick for carbide tools is to soak them in Works toilet bowl cleaner. The acid eats the AL but won't touch the carbide. The unsupported end of the rail wasn't cutting, it was deflecting and rubbing and that builds up heat FAST. Next time support the thin section. Using a 3 flute endmill made a huge difference. Cuts very clean now. I do appreciate the tips above - very helpful. I have a Saunders Machine fixture plate and vise coming, which should help eliminate workpiece instability, square everything up, and give me a decent shot at running coded paths. Something else to consider with your cutting tools, when cutting aluminum avoid any coatings on the cutters that have Al in the compound. Anything like TiAlN, TiAlSiN, or AlTiN etc. They work great on ferrous materials but the aluminum in the compound has a tendency to bind with the material when it gets hot making it more likely to load up the cutter. I'll only use TiN or TiCN coated tools on aluminum, uncoated carbide works almost as well as coated. |
|
|
|
[#11]
Originally Posted By TinSpinner: Something else to consider with your cutting tools, when cutting aluminum avoid any coatings on the cutters that have Al in the compound. Anything like TiAlN, TiAlSiN, or AlTiN etc. They work great on ferrous materials but the aluminum in the compound has a tendency to bind with the material when it gets hot making it more likely to load up the cutter. I'll only use TiN or TiCN coated tools on aluminum, uncoated carbide works almost as well as coated. Thanks! Yeah my 3 flute endmills are all uncoated carbide. My current project is attempting to mill a direct mount for an Aimpoint Micro onto a weaver-type carry handle mount. Why? To get a Vortex 5x prism as far back as possible. I made one that is kinda janky but works fine, next iteration should be what I want. So here is the fixture plate and vise on the CNC router. Pretty nice for the price; soft jaws are reversible. 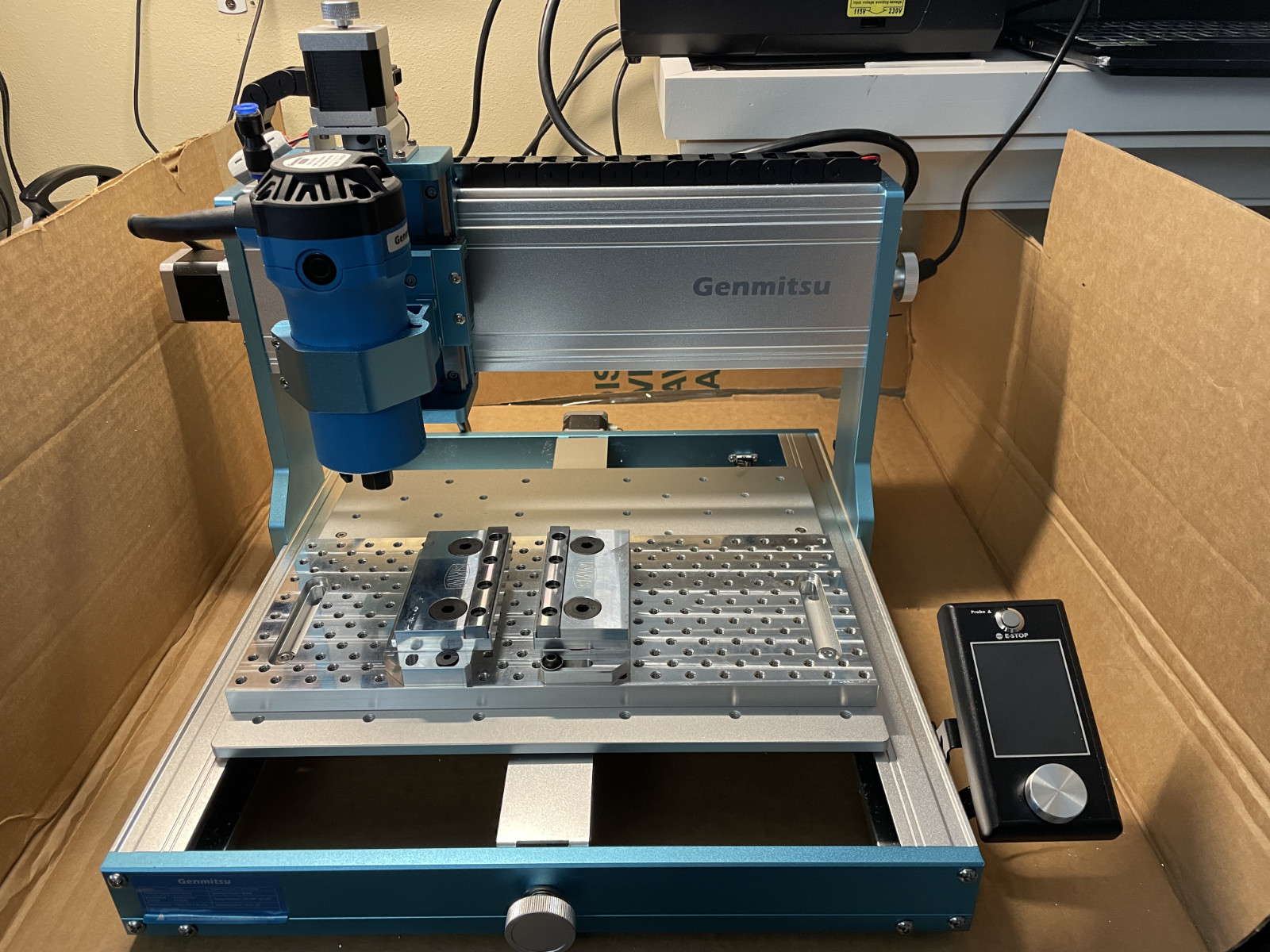
|
|
|
|
|
[#12]
Originally Posted By vmpglenn: So here is the fixture plate and vise on the CNC router. Pretty nice for the price; soft jaws are reversible. |
|
|
|
|
[#13]
Originally Posted By MethaneMover: How do you tighten it? Right side of vise has grooves for the mounting screws for adjustment, and the floating top half slides forward. It's a fixturing vise so it doesn't have a mechanism for quick adjustment or release. |
|
|
|
|
[#14]
Anybody have a line on a decent offboard speed controller for the router? My quick research indicates that most are junk (used for heaters, etc) with very limited adjustment range...
Thx. |
|
|
|
|
[#15]
@vmpglenn
How's it going so far? |
|
|
|
|
[Last Edit: vmpglenn]
[#16]
Originally Posted By K1rodeoboater: @vmpglenn How's it going so far? The machine works pretty well with 6061 so far. I've mostly been doing manual control stuff so really the only problem is me... Clean cuts with the 3-flute endmills, even at the router's ridiculous RPMs as long as I'm not taking too much material per pass and I'm moving the endmill at under 200ipm. After having butchered a half dozen pic rail carry handle mounts, I think I've figured out the best way to mill out an Aimpoint Micro pocket that puts the RDS as low as possible and right over the rear peep sight. |
|
|
|
|
[#17]
Are you using any coolant? That will greatly help with cutting AL.
|
|
|
|
|
[#18]
Originally Posted By K1rodeoboater: Are you using any coolant? That will greatly help with cutting AL. Feeds and speeds r working OK without coolant right now... I may spray manually if I end up cutting a whole lot of AL. I have Tap Magic - OK to use? |
|
|
|
|
[Last Edit: Blob]
[#19]
Originally Posted By MethaneMover: Few things in no particular order- WD40 is a superb lubricant for using with aluminum, it prevents the chips from sticking to the tool. However, it's not worth a fuck for any other material. At 33,500rpm you were spinning that tool about 2200sfm, that is real damn fast. Too fast. Slow down to ~10k and read up on speeds and feeds. When you weld AL to a cutter like that, sometimes you can take a light cut on some steel and it'll knock the AL off the tool. Another trick for carbide tools is to soak them in Works toilet bowl cleaner. The acid eats the AL but won't touch the carbide. The unsupported end of the rail wasn't cutting, it was deflecting and rubbing and that builds up heat FAST. Next time support the thin section. I cut 7000 series AL anywhere from 2600-5200 SFM all day, granted that's with a rigid machine tool and flood/thru coolant. I have no idea how it works on hobby machines. OP, see if you can get your hands on some YG1 Alu-power endmills. They are the best cutters I have ever used in aluminum and are extremely free cutting. They've worked for me in >10xD applications where other brands have tried and failed miserably, and are inexpensive on top of it. I've seen them on Amazon before. |
|
|
|
OH, USA
|
[#20]
Originally Posted By vmpglenn: Feeds and speeds r working OK without coolant right now... I may spray manually if I end up cutting a whole lot of AL. I have Tap Magic - OK to use? A spray bottle and WD-40 works great for Al |
|
|
|
[#21]
Originally Posted By crazyelece: A spray bottle and WD-40 works great for Al |
|
|
|
|
[#22]
Thanks everyone for the reminder on WD-40... Folks posted that earlier and I'm sometimes not smart enough to go back and read.
I'm building a simple enclosure out of MDF and clear acrylic. Will post pics soon. |
|
|
|
|
[#23]
In the spirit of "move fast and break things," here is my V1 enclosure... Built entirely with handheld tools, wood screws, and glue. Not perfect, but it does the job. I appreciate having the manual controls outside the enclosure.
The rifle in front has the milled rear-offset carry handle mount for my Vortex 5x prism. Works great. 
|
|
|
|
|
[#24]
You went Gucci on that enclosure with all the windows LOL. Looks great though. How's the adventures been going with it?
|
|
|
|
|
[#25]
Originally Posted By K1rodeoboater: You went Gucci on that enclosure with all the windows LOL. Looks great though. How's the adventures been going with it? Pretty good. I'm spending more time on thinking thru order of operations and doing math than actually cutting AL. Also have a growing collection of endmills (angled, different sized cutting heads, rounded, etc). I milled a custom Aimpoint M4 carry handle mount from a picatinny mount and that turned out really nice.  Next up is testing the zero sensor and doing some CNC milling. Oh, and maybe a better set of digital calipers. |
|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.















