|
Posted: 7/5/2016 3:04:33 PM EDT
Okay, I'm currently cutting "80 Lowers" using a two flute carbide end mill.
I'm not real pleased with the final finish, what about using a carbide four flute .060 radius end mill (I don't like square cut corners as stress cracks MIGHT form there) for the final cuts. I'm thinking I would obtain a much smoother surface with a four flute. Or am I missing something? |
|
|
|
|
[#1]
I presume by "80 lowers" you're mean you're finishing so-called "80% forgings" into completed lower receivers?
Considering the print calls out 7/16 radii for the FCG pocket, leave your corners alone with that dinky .060 bit. If you're just trying to smooth the faces, then take a series of light passes at high revs on the straight sections. Or smooth them by hand if the finish really bothers you. No good can come from trying to "square up" the FCG corners with a .060 mill bit. |
|
|
|
|
[#2]
Are you using any lube? Also approx what speed is your bit turning? Getting any chatter or squealing?
|
|
|
|
TX, USA
|
[#4]
What machine are you using to mill the lower? If you are using a drill press it's going to be hard to improve the surface finish since it's going to have quite a bit of runout especially using a drill chuck to hold end mills. Even on a milling machine a drill chuck is a poor choice for holding end mills.
If you are using a small milling machine then you will want to take a very light finishing cut with a new sharp end mill to achieve a good surface finish. |
|
|
|
[Last Edit: PursuitSS]
[#5]
Originally Posted By taiwanluthiers:
What machine are you using to mill the lower? If you are using a drill press it's going to be hard to improve the surface finish since it's going to have quite a bit of runout especially using a drill chuck to hold end mills. Even on a milling machine a drill chuck is a poor choice for holding end mills. If you are using a small milling machine then you will want to take a very light finishing cut with a new sharp end mill to achieve a good surface finish. Using a Sieg X2D with a R8 collet. I'm actually considering a .020 radius end mill. Here is the end mill I'm looking at...LINK Again this would be used ONLY for final small finishing cuts. One other thought is they state that most of the wear occurs on the tip edge of the end mill, they state a radius end mill will stay sharp longer. |
|
|
|
TX, USA
|
[Last Edit: taiwanluthiers]
[#6]
That end mill is really expensive. How bad is the surface finish you are getting now?
You have to realize that 4 flute end mills aren't really good for aluminum. I got one and it does a super job on steel or even hardened steel (it chews through them like nothing) but it was terrible on aluminum. It works on aluminum but it couldn't really make any real cut with good surface finish. What you will want is those high helix aluminum end mills. like this one: http://www.ebay.com/itm/122020408695 Also a Sieg X2D is really a dinky small mill... so you need to be even more careful with cut depth. I'm using a G0704 and even that one chatters a bit if it takes a roughing cut. Using flood coolant will improve surface finish quite a bit however. |
|
|
|
[#7]
Originally Posted By taiwanluthiers:
That end mill is really expensive. How bad is the surface finish you are getting now? You have to realize that 4 flute end mills aren't really good for aluminum. I got one and it does a super job on steel or even hardened steel (it chews through them like nothing) but it was terrible on aluminum. It works on aluminum but it couldn't really make any real cut with good surface finish. What you will want is those high helix aluminum end mills. like this one: http://www.ebay.com/itm/122020408695 I would love to go with that but because I'm using the Modulus Arms jig to cut out the Lower (no measuring, just run the cutter up to the guide I REALLY need a longer shank so I can see where the heck I'm at. I have an Alu-Power cutter that makes nice clean cuts, but because it's 3.5" total length I can't chuck it up tight with enough sticking out to see what I'm doing. LINK |
|
|
|
TX, USA
|
[#8]
Consider removing the top plate from the jig once you get your reference cut. But the reality is, once I got a DRO installed I skipped the jig. I figure it's about the cost of two Modulus jigs.
You can use igaging DRO solutions if you don't want to spend the money for it, but the DRO really simplifies everything. I did a 10/22 receiver on my mill using no jigs, only the DRO as a guide. I drilled the receiver pin and bolt buffer holes once on each side (it would require me to flip the thing over, re-zero it, and then drill) and the holes are spot on. I was initially skeptical about how accurate it was but the thing is right on the money. |
|
|
|
[#9]
Originally Posted By taiwanluthiers:
Consider removing the top plate from the jig once you get your reference cut. But the reality is, once I got a DRO installed I skipped the jig. I figure it's about the cost of two Modulus jigs. You can use igaging DRO solutions if you don't want to spend the money for it, but the DRO really simplifies everything. I did a 10/22 receiver on my mill using no jigs, only the DRO as a guide. I drilled the receiver pin and bolt buffer holes once on each side (it would require me to flip the thing over, re-zero it, and then drill) and the holes are spot on. I was initially skeptical about how accurate it was but the thing is right on the money. Yeah, I figure that's where I need to go but at this point the total cash outlay for the mill and related goodies limits how much I can spend. |
|
|
|
TX, USA
|
[Last Edit: taiwanluthiers]
[#10]
By the way I got that Alumipower end mill, and then I did something stupid and broke it. I replaced it with the HSS version but it's not nearly a good (or as sharp) as the carbide version.
As for cash outlay, you are going to pay 60 dollars plus shipping for a long 4 flute end mill (that will cut aluminum poorly) you might as well spend a little more to get the igaging DRO. It will cost less than 100 dollars total (you do not really need Z axis) |
|
|
MI, USA
|
[#11]
Not sure exactly what length of cut you need, but some these would do you well.
https://m.mscdirect.com/mobileweb/search_results?catId=12106240&searchTerm=&sortby=bestmatch&dir=asc&page=0&ref=keep Keep it as short as absolutely possible to help with vibration. |
|
|
|
[#12]
I'm wondering whether I should set aside my beloved Modulus Arms jig and use one of the more conventional style jigs where the top plate sits on top of the receiver.
That should give me enough room to be able to use the Alu-Power end mill. |
|
|
|
|
[Last Edit: AFCarbon15]
[#13]
I agree with the DROs it will help you stay consistent and you'll know if you're taking .003 or .015 cuts. But if nothing else, use the jig only to lay out your lines, then remove it in favor of a better cutter. I use a carbide 4 flute, I cut the whole depth in 2 finish passes around .005 each. No lube, at about 1800-2000 rpm. Some times a little more. Honestly, I just listen to it and watch the chips. If it's not some high pitched squeal and I'm getting nice fine hair like full length chips, I know I'm gonna be ok. I usually lock down my Y axis as I'm cranking the X. If you are taking very light passes, like less than .010 you'll notice waves that coincide with the 1 and 7 o'clock positions of your crank. That's when you're getting lateral flex out of your mill. The knee mill guys won't see it nearly as much as us cheapos do. Keep the chips clear on your finish passes too. It will help the final finish considerably.
Good luck and keep us posted on what you find that works. You could save the next guy a lot of headaches. And sorry, I wish I could help more, I really do. If you were in my AO, you'd have an open invite. 
ETA: I don't use lube when cutting 7075 forgings or billets. Pretty much everything else gets something to fight the heat or galling. 7075 lowers seem to be as good running bone dry as they are with anything from WD40 to K1 to tap magic aluminum to ATF mixes or any of the 15 other spray lubes I've tried. With quality 80%'ers, in my experience, lube just makes a bigger mess. |
|
|
|
TX, USA
|
[#14]
I do like the glass scales far more than the iGaging system but iGaging is cheap.
I will say the DRO helped me to become more accurate because I can shave .0001" off if I need to (this requires a few passes though to make sure I get them all). In fact I like using DRO a lot more than jigs, because unfortunately jigs allow a simple misalignment to mess things up badly (I drilled one hole wrong for this reason), it also allows me to ignore backlash completely, which on my mill is actually significant (and asymetrical, one direction backlashes more than another). IGagng won't be 5 micron accurate like glass scales, but it will allow enough accuracy to do the job. Do not count on counting turns because lead screws can be off by as much as .03" per foot. |
|
|
NC, USA
|
[Last Edit: lysanderxiii]
[#15]
Originally Posted By PursuitSS:
Okay, I'm currently cutting "80 Lowers" using a two flute carbide end mill. I'm not real pleased with the final finish, what about using a carbide four flute .060 radius end mill (I don't like square cut corners as stress cracks MIGHT form there) for the final cuts. I'm thinking I would obtain a much smoother surface with a four flute. Or am I missing something? The bottom of the pocket needs to be square for the feet of the trigger spring, if you feel the need to radius the corners, the max allowed radius is .030". There is no stress through that part of the receiver so don't worry about stress concentrations and cracking. The next thing you need to be using an end mill that has at least a 1.250" flute length, preferably 1.50" so the final pass can clean up the sides in one pass. Best if you use a 2 flute high helix aluminum milling cutter with flood cooling. The reason to flood is not so much cooling but chip evacuation. If the cutter starts to pickup chips it will stuff them back into the cutting work and ruin the surface finish. So, don't let the chip build up. Chip evacuation is also the reason for the two flute high helix cutter, while more teeth theoretically leads to better surface finish, with aluminum, avoiding recirculating chips is more important. Did I mention the need to clean out chips frequently? If your machine is capable of a climbing cut without grabbing the work* (that is to say, it does not have backlash) climbing cuts are best, however, even if you have bad backlash you can make the final cut climbing if you go slower than normal and take a very light cut, maybe several .005" deep passes. You should probably run around 1200 rpm or so with HSS cutters, maybe 1500 rpm with carbide and a feed at around 6 inches per minute maximum. I use these HSS cutters, and get very clean finishes: 
http://ecx.images-amazon.com/images/I/41VjuB6LbwL._SX355_.jpg These cutters are made in Israel, so not US made, but better that many Chinese cutters. And, at $12.50 each, I can buy 3.5 of them for the same price as on carbide.** EDIT: If you have a real vertical mill, "jigs" are pointless. Even without a DRO, you are more accurate than a jig. ____________________________________________ * If the cutter grabs, two things are going to happen, 1) the cutter is going to loose a tooth or two; carbide, HSS it doesn't matter, and 2) your work will most likely be ruined, or at least snatched from the set-up and tossed across the shop. ** If you are in production cutting hundreds of these things, carbide pays for itself, home shops and proto-type work, there is not as much need for carbide. Yes, you can cut faster with carbide, but I have never seen any home shop run anywhere near maximum feed speed, so no advantage there, as to wear and tool life - I have bought three cutters, the first one of which got chipped, the second is still sharp after four or five pockets I have cut and several others I have loaned it out for, and a few other things I needed a 7/16 end mill, the third is still in its wrapper. |
|
|
NC, USA
|
[Last Edit: lysanderxiii]
[#16]
Originally Posted By taiwanluthiers:
IGagng won't be 5 micron accurate like glass scales, but it will allow enough accuracy to do the job. Do not count on counting turns because lead screws can be off by as much as .03" per foot. What kind of crappy machine are you running that has a 30 thousandths per foot lead screw error? We once had a Chinese JET vertical mill that kept .008" per foot. Standard accuracy seems to be around .004" to .003" per foot. Precision rolled threads can get .001" per foot, precision ground threads can get .0005" per foot. And, counting leads screw revolutions is now most CNC machine locate.... |
|
|
|
[Last Edit: edgephoto]
[#17]
I milled 8 80% forgings with an upgraded Harbor Freight mill which is a Sieg X2 I believe.
Yes it is slow compared to a "real" Bridgeport but I no longer have the space for one. I used 2 flute and 3 flute mills for mine. The key to a nice finish is try to adjust out as much backlash as possible and go slow. I used a vacuum for chip evacuation and no lube. I used the jig to hold the forging in the vise but did not use the top plate. I picked my mill up used from a guy who said he used it once. It still had the packing grease all over it with chips stuck in it. I took it completely apart and cleaned and inspected everything. Upgrades I did were: Fixed column. Took some work to square it to the table. Inch feed screws. Belt drive DROs. Bought them on eBay. Took some minor fabricating but they work ok. You need to spend the time working to get the backlash to the absolute minimum. You can't eliminate it but out of the box it is sloppy. |
|
|
|
|
[Last Edit: ca_longshot]
[#18]
I use 3/8'" Colbalt HSS 2 Flute Square Endmills in my Small CNC mill.
HSS endmills are a lot sharper than Carbide... So they requires less torque when cutting. This will translate to Excellant cutting results in Aluminum....No matter the type.. 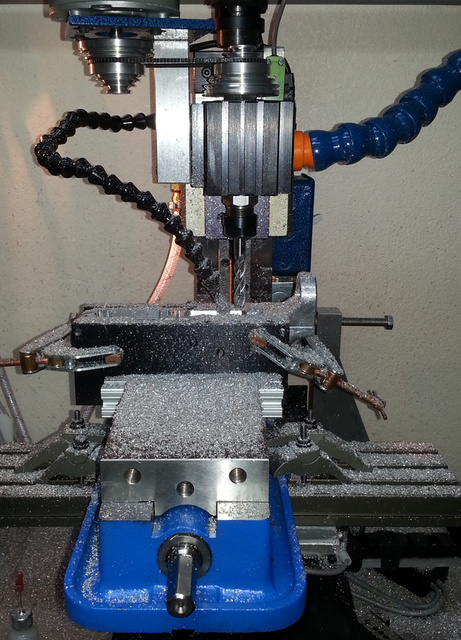
I use a micro-drip lube sytem on my mill. It delivers a very small amount of oil in the stream of compressed air. This aerosol will lube, cool, and help evacuate the chips. All will help contibute to a very clean finish to your cut! 
Good Luck Ca_Longshot |
|
|
|
|
[#19]
No corner radius in the fire control pocket. None. Nada. Zip. Doing so won't solve any problems, and will most definitely create them.
2,500+ is too fast for roughing, even with a 2 flute. High speed CNC machines get away with it because their feed rates match the RPM, and they are running coolant under very high pressure. You should be roughing at 1,000-1,200, and taking a 0.005-0.010" finish pass in a climb at 2,000-2,500. I run 4 flute uncoated HSS 7/16" 1.5"-2" LOC cutters, no lube, at the speeds I mentioned above. I rough with a 0.620" DOC at about 12 IPM and take out the last 0.009" from the bottom and ~0.010" off the sides in a 3rd & final pass. This is what my pockets look like: 

Granted, I'm running on a 9x48 Lagun FTV-2, and you can't take cuts that heavy on a mini mill, but 1/4" DOC should be fine, so done in 6 passes. |
|
|
|
NC, USA
|
[#20]
Originally Posted By Sixtysixdeuce:
No corner radius in the fire control pocket. None. Nada. Zip. Doing so won't solve any problems, and will most definitely create them. The drawing allows a maximum .03" radius in the corners. That's mainly to allow for tool wear, though. |
|
|
TX, USA
|
[#21]
Correction: properly sharpened HSS end mills are a lot sharper than carbide. Those cheap Grizzly/HF ones are not unfortunately. Carbide does however allow much faster feed rate and RPM though, but I found that manual mills doesn't really benefit from high RPM and all it really would do is squeal like crazy because of low chip load.
I actually got an end mill that came with my Polymer 80's glock kit that is HSS and very sharp. It is the perfect diameter and length for milling AR lower as well! (the ones that came with their AR lower was junk) |
|
|
USA
|
[Last Edit: BenC]
[#22]
The 7/16 AlTin coated 2 flute end mill from grizzly is cheap and works for more than a few lowers in a mini mill.
I hog out the pocket with a 1/2" and 3/8" drill, connect all the holes with a 1/2" 2 flute end mill. Rough the correct pocket shape out (leaving an extra .005" or .007" on all surfaces). And then climb mill with the 7/16" 2 flute to final dimensions. Finish on a mini mill is fairly decent doing it that way. |
|
|
|
[#23]
Correction: properly sharpened HSS end mills are a lot sharper than carbide. Those cheap Grizzly/HF ones are not unfortunately. Carbide does however allow much faster feed rate and RPM though, but I found that manual mills doesn't really benefit from high RPM and all it really would do is squeal like crazy because of low chip load. Carbide can be razor sharp. If I had a nickel for every time I sliced my finger pulling the little ones out of their holders.... Manual machines certainly do benefit from carbide: -Much greater rigidity, ergo less deflection -Much better resistance to heat, which is especially important for dry cutting steel and Ti. This also allows you to run at higher RPMs for a nicer finish -Much harder for working with hard materials; you can easily cut a slot in a cobalt twist drill with a carbide cutter. Try that with HSS. The only reason to select HSS is cost. 95% of my end mills 1/2" and smaller are carbide, mostly 4 flute uncoated. I use them on everything from soft aluminum to hardened steels and titanium. |
|
|
|
NC, USA
|
[#24]
Originally Posted By Sixtysixdeuce:
The only reason to select HSS is cost. 95% of my end mills 1/2" and smaller are carbide, mostly 4 flute uncoated. I use them on everything from soft aluminum to hardened steels and titanium. And the cost difference is not small. Carbide runs upwards of 3X the price of HSS. If all you are using a 7/16 end mill for is a few aluminum receivers, HSS is fine. |
|
|
HI, USA
|
[#25]
SixtySixDeuce: What Endmill do you recommend other than the (Default) Endmill for the Modulus Arms or 5D Tactical Router Jig?
|
|
|
|
[#26]
Originally Posted By lysanderxiii: If your machine is capable of a climbing cut without grabbing the work* (that is to say, it does not have backlash) climbing cuts are best, however, even if you have bad backlash you can make the final cut climbing if you go slower than normal and take a very light cut, maybe several .005" deep passes. This. |
|
|
|
MI, USA
|
[#27]
I have a Rong Fu mini mill that I added the IGaging DRO's to all 3 axis'. I wasn't pleased with the final finish so now I machine the pocket by the co-ordinates making five .250 deep passes with a 3/8 carbide cutter and then I change to a 7/16 cutter and make one full depth pass using the same co-ordinates which removes .031 on a side leaving a nice finish.
 
|
|
|
|
[#28]
Originally Posted By mirion: I have a Rong Fu mini mill that I added the IGaging DRO's to all 3 axis'. I wasn't pleased with the final finish so now I machine the pocket by the co-ordinates making five .250 deep passes with a 3/8 carbide cutter and then I change to a 7/16 cutter and make one full depth pass using the same co-ordinates which removes .031 on a side leaving a nice finish. https://i.imgur.com/3uaOsB1.jpg https://i.imgur.com/pNVgJeF.jpg This is basically the same thing I do, only I have a Grizzly mini mill with DRO's on all three axis, one thing that really smoothed things out for me on the mini mill was the belt conversion, makes a lot of difference in how you can feed the part in addition to giving you a better speed range. |
|
|
|
NC, USA
|
[Last Edit: lysanderxiii]
[#29]
Originally Posted By DaveP1: This is basically the same thing I do, only I have a Grizzly mini mill with DRO's on all three axis, one thing that really smoothed things out for me on the mini mill was the belt conversion, makes a lot of difference in how you can feed the part in addition to giving you a better speed range. Two things: 1) Roughing mills, for the pocket 1/2". 2) 0.010" to 0.015" finish cut all over with a 7/16 2 flute, long flute, high helix, end mill. |
|
|
VA, USA
|
[#30]
Wow, so I did 3 80% lowers with a router and a 5d tactical jig and they all work fine.
Full speed, 10,000 rpm? 20,000? I don't know. It's the blue one. Makido or something. No lube, but I do have a shopvac attached. |
|
|
|
[#31]
Originally Posted By lysanderxiii: Two things: 1) Roughing mills, for the pocket 1/2". 2) 0.010" to 0.015" finish cut all over with a 7/16 2 flute, long flute, high helix, end mill. I use 3 flute mills for them and a 1/2 roughing mill. If I need better I send them to my partner and he does them in the CNC machine. |
|
|
|
|
[#32]
OP may have answered this. But are you making sure you are climb cutting when against the walls?
|
|
|
|
MT, USA
|
[Last Edit: bbies1973]
[#33]
First,
Originally Posted By PursuitSS:Using a Sieg X2D with a R8 collet. Originally Posted By PursuitSS:I'm using the Modulus Arms jig to cut out the Lower   Then, wait.....what is this necro post? 2016? |
|
|
TX, USA
|
[#34]
Originally Posted By bbies1973: First, Then, one person replies, and in his next post, Then, wait.....what is this necro post? 2016? I still use a Modulus HD jig I've had for several years. I had the original Modulus jig before that, but upgraded to the HD when it came out because I liked the steel construction and it is a lot easier and faster to use. I know a lot of people like the 5D, but it doesn't seem enough better than the one I have to justify the cost to upgrade again. FWIW, the guy I passed the original Modulus jig along to did quite a few more lowers with it, so it didn't go to waste either. |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.







.jpg)










