|
Posted: 12/24/2015 12:19:34 PM EDT
[Last Edit: K1rodeoboater]
Since Modulus Arms came out with a Heavy-Duty version of their jig as an alternative to their original jig (Reviewed here in depth by Paul) this will quickly go over the similarities and differences of the two jigs.
Overview In the picture below you will see all the components of the jig layed out on a place mat on my dinning room table (don't tell my wife  ). You will not receive a set of awesome Monster print PJ pants...if you really want a set you'll have to ask my wife. ). You will not receive a set of awesome Monster print PJ pants...if you really want a set you'll have to ask my wife.  From top Left to Right.
From bottom Left to Right
There is no commonality between the two jigs, so in short if you own the original jig you can't just replace the side plates, drill guide, and router guide to use these new components. See picture below from Paul's thread to compare the two different jigs. 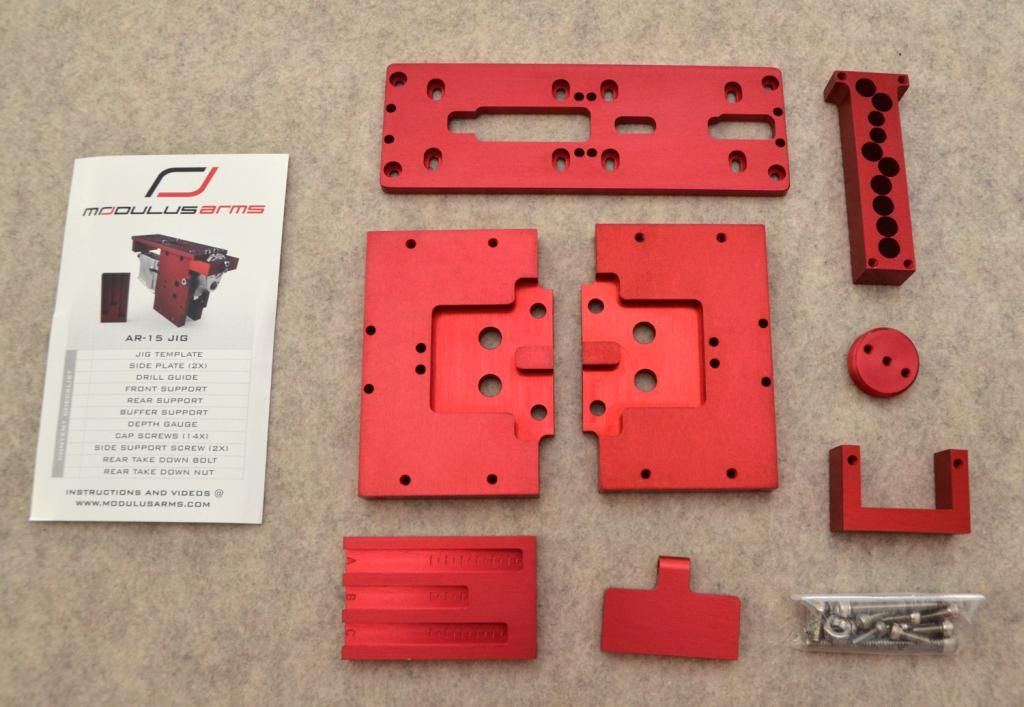 Notice that the router template in the original is also top plate for the jig. The attachment method for the rear support, front support, and drill guide is completely different than the new Heavy-Duty jig. Some things that are NOT included with the jig that you will need to complete your lower are....
The setup of the jig is relatively straight forwards. You can find the instructions on Modulus' website here. I HIGHLY recommend you read through their instructions and not just rely on mine. After all they are the manufacturer and if you screw up your jig you won't be going through me to fix it. Setup of the Jig NOTE: I took these pictures before writing this so they're not in the order listed below. The order below is the better way to go. Step 1: Using your front take down pin or alternative 1/4" diameter pin install the front support piece onto your lower.  Step 2: Install buffer support (silver threaded plug with 3 holes facing the rear) Step 3: Loosely screw on rear support piece to the buffer support using two (2) 1/2" screws  Step 4: Secure top plate to the front and rear support pieces using four (4) 1/2" screws  Step 5: Ensure all screws are torqued to 1ft lb. 1ft lb is basically snugged up a little past light finger pressure on the Allen wrench. You want your jig to be solid with no play and square. Eyeballs are rarely accurate, however with the design of this jig it should square itself up repeatably. Step 6: Put some masking/painters tape on the side of your receiver to prevent maring/scuffing/scratching your receiver. This is optional but recommended. Step 7: Install the side plates. I placed both of min on the table vertically and aligned them to the top plate. Loosely screw them in, don't tighten them down fully just yet. Step 8 Install the side plate support screw. This will ensure the plates are parallel to one another and prevents the side plates from flexing when clamped in the vise. NOTE the rear take down pin hole is NOT used   Step 9: Install drill template and secure with two (2) 1/2" screws. You CANNOT install this backwards, it is self aligning as you will see in the 2nd picture.  Seriously you CANNOT screw this up, see below, and if you do you probably shouldn't be assembling your own AR's let alone working on 80%'s  Step 10: Follow the instructions for drilling out the bulk of the material from FCG pocket Step 11: Clean out the chips, remove drill guide and install router template AS SHOWN BELOW. Follow instructions for milling.  Step 12: Clean out the chips, and rotate the guide 180 degrees to mill out the rear pocket and trigger slot AS SHOWN BELOW. Follow instructions for milling. Step 13:  Step 14: Remove the router guide, clean out the chips, and install the rear takedown screw in the side plates  Step 15: Drill the safety and trigger pin holes. DO NOT DRILL ALL THE WAY THROUGH!!! Step 16: Flip the jig over and drill the safety and trigger pin holes. Step 17: Clean up, inventory your parts, and put away your tools. Your 80% receiver is now a 100% receiver. Finish as you please be that anodize (at home type II or send out for type III), Cerakote, alumnhyde, or whatever you decide to do. Closing Thoughts All in all this is, in my opinion, the best jig on the market currently. If you're shopping for a jig, this is the one to buy. If you're wanting to cheap out and save a few bucks you could get the original jig but you're talking a small difference. Currently at the time I wrote this review the standard jig is out of stock so I can't give you an exact price difference. If you buy unanodized 80% lowers I recommend you get a hitch pin or a clevis pin to hold the front take down support in place. There's no sense in installing, and ultimately removing, a take down pin from a LPK. Mine cost a whopping budget crushing $0.54 at Lowes. I did compare the side plates to my Aero Precision M5 (308AR/AR10 receiver size) and all the holes do line up properly except the rear take down pin. I'd like to see a kit offered that contained the 308AR/AR10 top plate, drill guide, and router guide. That's honestly my ONLY complaint about this jig. When I was shopping around I was between the original Modulus jig and the Tactical Machining jig. TM's biggest plusses were the steel drill guides (1 side only though) and the ability to swap side plates so you could do an 308AR/AR10. TM's downsides were that you were stuck using forged lowers or their lowers, there being a steel drill guide on only one side of the jig, and you have to buy a router plate which drove the cost up to nearly the price of the original modulus jig. Once Modulus came out with the Heavy-Duty jig the deal was sealed as far as I was concerned. You have a truly universal 80% AR15 jig that has steel side plates which will not wear out. It's also designed from the ground up to support the use of a router and a handheld drill. As soon as I finish my laundry list of other projects I'll be ordering a New Frontier Armory AR9 (glock mag lower) 80% receiver and testing it with this jig. Looking over the dimensions I am 99.9% certain it too will work with this jig. If you have any questions post here, and if I don't respond for several days shoot me a PM. IN USE ***FULL DISCLOSURE STATEMENT*** The lower used in the following photos was provided by Modulus for the purpose of this review. I honestly like it a lot more than the $30 lowers I got from TM, but that's kind of comparing apples to oranges since those aren't anodized and this one is. Over the next year I think I will be buying several 80% lowers from different manufacturers and doing a side by side comparisons. Ok with that out of the way now with that out of the way onto the meat and potatoes. I apologize for the crappy lighting and non-stickman like photos, but hey it was 10PM and 5 degrees in my garage. First thing's first, get your lower setup in the jig. You can follow the first portion of this post for how to setup the jig. Next setup your work space.  Notice that I've cleared the area around the drill press, you're going to get chips and your lube/cutting fluid everywhere. I'm using PB blaster because I used up all my WD40, it works ok but I think I prefer the WD40. Remember to clamp down your drill press if it's not already anchored to your bench. If you look on the drill press table you'll see a combination square with a level. I don't really use the level, I'm using it to make sure that the bit is perpendicular to the table of the drill press. Here's a close up below...  See, 90 degrees! Consider the square to be at "3 o'clock" in this photo, you will want to check 12, 6, and 9 as well just to be sure. For example I know my table has a slight high spot at 9 but every where else is good. This is good to know when you clamp your work piece down to the table. I always start with the hole marked "A" on the jig. This one is simple, and it's the only one that is a different size than the rest. You will drill all the way through, no drill stop is needed.  Whenever you drill out one of the holes you'll have chips shoot out of the openings in the side plates of the jig, and some will get stuck in the jig itself like this....  I've been using a zip tie to help clear these chips, here's a blurry photo till I get a better one tomorrow...  Once you flick the majority of the chips out it should look more like this...  Then resume drilling out the holes. You will periodically need to stop, clear chips, and hit your bit with whatever fluid/lube you're using. Do this frequently, if you put your hand on the mag well you will feel the heat being generated by the bit going through the aluminum. It will get quite hot, and when it gets hot that's when you will destroy bits. Keep it cool, keep your bits happy. I'm having to go at a slow speed, about 750RPM, with my press because it's a cheap piece of crap and vibrates badly at higher RPM's. Once you finish out hole "A" I then move on to the "C" holes. Of course before you start drilling out the "C" holes you need to swap your drill bits out, use the depth gauge, and install the drill stop at the correct position. It's pretty simple, see below  One thing I do is I set the drill stop so that my drill bit doesn't actually bottom out on the depth gauge. I do it for 2 reasons; 1. my depth stop doesn't stay perfectly perpendicular to the center-line of the bit and 2. I can get a nice flat bottom of the FCG pocket with the router.  Now you just need to do this 6 more times at this depth. After you drill each hole out completely you should re-check your bit against the depth gauge to ensure it didn't move on you. Mine never did move but it's worth double checking, but it only takes a few seconds. FUN FACT!!! If you buy lowers with the rear take down pin pocket already milled you don't have to drill the "B" holes!!! Saves you a bit of time and wear on your bit. Once you've got your lower's FCG pocket drilled, remove the drill guides, remove as many of the chips as possible, and install the router guide plate.  After cleanup. You want to try to clear out as much as you can from the holes, this is what was trapped in there.  If you have a shop vac, you'll want to use it. First clean up your bench which should look like this. Leave the 3/8" drill bit in the press, you'll need it again after the milling is complete. Set your drill press aside.  Then go ahead and rig up something to be able to suck up the chips while you're milling. Added bonus, all the air moving through the jig will help cool it and your bit. See the photos below for what I did, you can do the same or come up with your own. It basically sucks all the chips right out the side of the jig and works VERY well. After routing I have VERY little in the way of chips on the bench.   Now install the router guide plate and get your palm router out! I'm using a Bosch Colt for this, so if you're using something different roll with what you've got. Take your endmill out and install it into your router. Make 110% sure that you seat the endmill properly and tighten down your collet fully. If you bottom it out it may climb out of the collet. I thought I got it tightened all the way down on my first lower and surprise surprise the endmill "climbed" up from the collet under use. As a result my 1st 80%'s FCG pocket isn't pretty but it'll be functional, I chock it up to a learning experience so learn from me and don't risk turning your lower into a paperweight. So now that you've got your endmill installed into your router, and tightened down (you double checked right???), you need to set the depth of the bit based on the depth gauge again. Start at the lowest mark and work your way deeper 1 mark at a time. When you start you'll need to put the endmill into one of the drilled out holes, see the 2nd photo. Move the router in small circles (counterclockwise in my case because of how the bit turns). DO NOT try to go in straight lines, the bit will chatter and grab if you do. SMALL circles till you "connect the dots. Then I go around in circles taking a little off at a time. You'll get the feel for it while you're doing it, practice hogging out the center and slow down and take smaller bites towards the edges of the template. You'll see a sequence of the results after the 2nd photo (1st, 2nd, and fully milled out).   1st milling  2nd milling  In the picture below I removed the router guide plate only for the purpose of the photograph. I re-installed it for the next step. Necessary, maybe but I figured why risk it when you're this close to a 100% receiver!  Once you've got everything routed out you get to drill the FCG pins and selector holes. Before you do, clean up your work area again and install the take down pin support screw.  Once that screw is installed get a chunk of scrap wood to support the other side of your jig while you drill the selector and FCG pin holes. Drill one side, then flip the jig over and drill the other. Then swap out bits and do the same with the FCG holes  And the end result (after a spray down with brake cleaner)....    And TA-DAAA!!!! You have just turned your 80% receiver into a 100% receiver. Good job! Now you can finish the lower how you wish (anodize, cerakote, or whatever). This pre-anodized lower will be getting a shot of high temp ceramic header paint (from any auto parts store) to finish the FCG pocket and holes. I'll have to do that another day as it is too cold to do it in the garage right now. I also want to take another moment to thank Wayne at Modulus for sending me this lower for the purpose of this review. Final Thoughts 2.0 Theoretically you could skip the drilling process all together and just use the router guide. HOWEVER, this will likely cause you to go through end mills at a faster rate. It's up to you to decide if this is acceptable to you or not. I will admit the router is much faster than drilling out all of the holes. I will try this theory out on a future lower by only drilling hole "A" and then just using the router to complete the FCG pocket I apparently forgot to mention it before, but this is NOT a fast process. You won't be cranking out your 80% lower in an hour. I wasn't really timing myself before but I want to say I spent about 2 hours per lower from start to finish including setup/tear down and cleanup of the work space. The drilling really is the slowest part, routing goes very quickly. If you don't already own a trim router I do not recommend getting a Bosch Colt PRV20EVSK. I recommend you read this thread about which routers are the best ones to get. It pains me to say don't get this router, because I absolutely love it for woodworking. You really have to be 110% sure you have the endmill properly seated and tightened down or it will slip on you while you are milling out the FCG pocket. The depth adjustment is great, but it does have a learning curve to it, and you don't want to be figuring that out on this project. WD40 makes a much better cutting fluid/lube than PB blaster. Get the can with the flexible metal straw, you will find this invaluable for not only hitting your bit with lube, but also spraying a little into the hole you're drilling out. If you have a shop vac you really should be using it when you're milling out the FCG pocket. I didn't do any cleanup for my photos where I was milling out the FCG pocket. If you don't rig something up you'll need to stop, pull the jig out of the vise, knock all the chips you can free, set it back into the vise and resume. That's a very tedious and time consuming process. If you do not own a shop vac DO NOT USE A HOUSE VACUUM you will likely destroy it because these chips are very fine and very sharp. Think of it kind of like sucking up shards of glass. I have a dust deputy cyclone inline with my shop vac, almost all of the chips wound up in that and virtually none in the shop vac. I'll get a picture and put it up here tomorrow. You'll also get a better idea of the volume of the chips you'll be generating. <EDITS> 24DEC15 - fixed broken image URL 3JAN16 - IN USE portion added 4JAN16 - IN USE portion finished. |
|
|
|
|
[#1]
Placed my order today, Looking forward to using the H/D Jig.
|
|
|
|
|
[#2]
Originally Posted By steelheadr: Placed my order today, Looking forward to using the H/D Jig. You'll really enjoy it. I just knocked out 2 lowers today with it. I'm really liking the 2 hole method for drilling (trigger slot hole and any other large hole) and then getting right to the milling. It's much much faster than drilling out all the holes before jumping to the milling. |
|
|
|
|
[#3]
OST
|
|
|
|
|
[#4]
These Jigs are in stock.
|
|
|
|
|
[#5]
Anyone have any tips for producing a better finish on the trigger pocket? My walls are a little ate up, maybe from the bit chattering? It doesn't look too bad but Id like it to look a little bit better. This is on a 6061 lower and I'm doing a 7075 lower next to I figure the "problem" will be greater with the harder lower. I'm using a Dewalt DWP611 router, do shallower cuts produce a better finish?
Sorry for the questions, but I'm a super noob on 80%s and have never machined anything in my life. |
|
|
|
|
[#6]
I used there jig awhile ago and mine came out clean.
Just use a router type they recommend. |
|
|
|
ME, USA
|
[#7]
Originally Posted By Dinnertime:
Anyone have any tips for producing a better finish on the trigger pocket? My walls are a little ate up, maybe from the bit chattering? It doesn't look too bad but Id like it to look a little bit better. This is on a 6061 lower and I'm doing a 7075 lower next to I figure the "problem" will be greater with the harder lower. I'm using a Dewalt DWP611 router, do shallower cuts produce a better finish? . Yes, a chattering tool will produce less than desirable results. Take a shallower cut and reduce the speed until you find a sweet spot that does not chatter. Also be sure to keep the chips cleared out and the endmill lubricated. |
|
|
|
[#8]
Originally Posted By uxo2:
I used there jig awhile ago and mine came out clean. Just use a router type they recommend. The Dewalt DWP611 is a router they recommend. I couldn't seem to find a speed in which it wouldn't chatter, some speeds just chattered less. Between 3.5 and 4.5 worked best. Mine isn't very pretty (also my first) but it should work just fine. 
|
|
|
|
IN, USA
|
[Last Edit: GChambers]
[#9]
Edit: delete.
|
|
|
|
[#10]
There is a Memorial Day Sale on the Standard and Heavy-Duty AR-15 Jigs. You can combine a forged black anodized 80% lower receiver for $39.99. A normal value of $74.99.
|
|
|
|
|
[Last Edit: K1rodeoboater]
[#11]
Originally Posted By ModulusArms: There is a Memorial Day Sale on the Standard and Heavy-Duty AR-15 Jigs. You can combine a forged black anodized 80% lower receiver for $39.99. A normal value of $74.99. |
|
|
|
|
[Last Edit: CAmudcat]
[#12]
Originally Posted By ModulusArms:
There is a Memorial Day Sale on the Standard and Heavy-Duty AR-15 Jigs. You can combine a forged black anodized 80% lower receiver for $39.99. A normal value of $74.99. Couldn't pass up the opportunity for a few more lowers. One of these days I'll post pics of my progression lowers with the standard jig. It's definitely possible to get a nice-looking surface. For me that meant small, incremental passes, and a healthy amount of cutting fluid. |
|
|
|
|
[#13]
10 pack ?
|
|
|
|
|
[#14]
Originally Posted By AFCarbon15:
10 pack ? I'm not seeing those. |
|
|
|
|
[Last Edit: K1rodeoboater]
[#15]
Originally Posted By brich2929: I'm not seeing those. Originally Posted By brich2929: Originally Posted By AFCarbon15: 10 pack ? I'm not seeing those. Go to their website, click on the $49.99 anodized lowers, under the description on the right hand side it says 10+ $39.99, so order 10 and get that price |
|
|
|
NY, USA
|
[Last Edit: Fatboy148]
[#16]
Originally Posted By K1rodeoboater:
Go to their website, click on the $49.99 anodized lowers, under the description on the right hand side it says 10+ $39.99, so order 10 and get that price http://www.modulusarms.com/memorial-day-sale-ar-15-80-lower-receiver-forged-7075-black/ Originally Posted By K1rodeoboater:
Originally Posted By brich2929:
Originally Posted By AFCarbon15:
10 pack ? I'm not seeing those. Go to their website, click on the $49.99 anodized lowers, under the description on the right hand side it says 10+ $39.99, so order 10 and get that price http://www.modulusarms.com/memorial-day-sale-ar-15-80-lower-receiver-forged-7075-black/ I read the description and all 72 of the very positive reviews but didn't see who manufacturers them. Can that be provided? |
|
|
|
[#17]
Originally Posted By K1rodeoboater:
Go to their website, click on the $49.99 anodized lowers, under the description on the right hand side it says 10+ $39.99, so order 10 and get that price http://www.modulusarms.com/memorial-day-sale-ar-15-80-lower-receiver-forged-7075-black/ Originally Posted By K1rodeoboater:
Originally Posted By brich2929:
Originally Posted By AFCarbon15:
10 pack ? I'm not seeing those. Go to their website, click on the $49.99 anodized lowers, under the description on the right hand side it says 10+ $39.99, so order 10 and get that price http://www.modulusarms.com/memorial-day-sale-ar-15-80-lower-receiver-forged-7075-black/ That part of the description was missing from the mobile site. I put 10 in my cart, estimated shipping and updated everything, still showing at $509.85 
|
|
|
|
|
[#18]
Originally Posted By AFCarbon15:
That part of the description was missing from the mobile site. I put 10 in my cart, estimated shipping and updated everything, still showing at $509.85
Originally Posted By AFCarbon15:
Originally Posted By K1rodeoboater:
Originally Posted By brich2929:
Originally Posted By AFCarbon15:
10 pack ? I'm not seeing those. Go to their website, click on the $49.99 anodized lowers, under the description on the right hand side it says 10+ $39.99, so order 10 and get that price http://www.modulusarms.com/memorial-day-sale-ar-15-80-lower-receiver-forged-7075-black/ That part of the description was missing from the mobile site. I put 10 in my cart, estimated shipping and updated everything, still showing at $509.85
Thats a mistake. I am looking into it right now. Sorry. |
|
|
|
|
[#19]
Originally Posted By ModulusArms:
Thats a mistake. I am looking into it right now. Sorry. Originally Posted By ModulusArms:
Originally Posted By AFCarbon15:
Originally Posted By K1rodeoboater:
Originally Posted By brich2929:
Originally Posted By AFCarbon15:
10 pack ? I'm not seeing those. Go to their website, click on the $49.99 anodized lowers, under the description on the right hand side it says 10+ $39.99, so order 10 and get that price http://www.modulusarms.com/memorial-day-sale-ar-15-80-lower-receiver-forged-7075-black/ That part of the description was missing from the mobile site. I put 10 in my cart, estimated shipping and updated everything, still showing at $509.85
Thats a mistake. I am looking into it right now. Sorry. It's fixed. Sorry about that. |
|
|
|
|
[#20]
I wouldn't have bothered posting, but I knew you'd fix it! Thanks
|
|
|
|
TX, USA
|
[Last Edit: SoftwareJanitor]
[#21]
Originally Posted By Dinnertime:
The Dewalt DWP611 is a router they recommend. I couldn't seem to find a speed in which it wouldn't chatter, some speeds just chattered less. Between 3.5 and 4.5 worked best. Mine isn't very pretty (also my first) but it should work just fine. Originally Posted By Dinnertime:
Originally Posted By uxo2:
I used there jig awhile ago and mine came out clean. Just use a router type they recommend. The Dewalt DWP611 is a router they recommend. I couldn't seem to find a speed in which it wouldn't chatter, some speeds just chattered less. Between 3.5 and 4.5 worked best. Mine isn't very pretty (also my first) but it should work just fine. How fast were you moving the router, how deep of cuts are you making and what and how much cutting fluid are you using? Try moving the router a little slower or taking shallower passes and try a little more cutting fluid. if you are using something like WD40 try using some real cutting fluid, it may work better. You are correct that your lowers should get better looking as you go along as you should get a better feel for things the more experience you get. Oh... one other question... do you have your jig in something solid like a vice? How sturdy is it? I find that the more solid the whole thing is mounted the smoother things work. I also find that taking care to make sure I keep firm and consistent down pressure on the trim router to keep it perfecly level on the platform helps limit chattering to a minimum. |
|
|
|
[#22]
Originally Posted By Fatboy148:
I read the description and all 72 of the very positive reviews but didn't see who manufacturers them. Can that be provided? Originally Posted By Fatboy148:
Originally Posted By K1rodeoboater:
Originally Posted By brich2929:
Originally Posted By AFCarbon15:
10 pack ? I'm not seeing those. Go to their website, click on the $49.99 anodized lowers, under the description on the right hand side it says 10+ $39.99, so order 10 and get that price http://www.modulusarms.com/memorial-day-sale-ar-15-80-lower-receiver-forged-7075-black/ I read the description and all 72 of the very positive reviews but didn't see who manufacturers them. Can that be provided? I don't know but the photos at the start of this thread with the anodized lower is one of theirs. It's quite nice. Posted Via AR15.Com Mobile |
|
|
|
|
[#23]
Sale ending this weekend. Get the discount while you can.
|
|
|
|
|
[#24]
You can add a lower receiver to your Heavy-Duty Jig order for only $39.99 during Memorial Day Weekend. This is a $35 savings!
|
|
|
|
MS, USA
|
[#25]
Just bought the jig and bit kit.
|
|
|
FL, USA
|
[#26]
So here's my problem.
Just tried this yesterday using the HD jig, Dewalt router, Modulus supplied bits/end mill, and a Modulus 80% lower. The lower came out perfectly functional and overall pretty nice, although I did have some issues with chatter and the chuck loosening up several times until I realized that I need to torque down the chuck well beyond normal. I mean TIGHT. But my major issue is that I was unable to reach the bottom of the FCG pocket without lowering the mill bit in the chuck. Definitely not best practice! Doing this caused the bit to "walk" a bit, both up and down in the chuck. It was a little unnerving to go over an area completely, until there was no more material to be removed, and then a few seconds later the bit was removing more material from that same area. Is there a longer shank end mill available? Or am I missing something fundamental here? I don't see other guys having this same issue. How do I reach the bottom of the FCG pocket? The top of my new jig is now eaten up from contact with the router chuck. |
|
|
|
[#27]
A couple of things to try/consider
1. You don't want bottom out the endmill in the collet. It won't clamp correctly and can slip. 2. If your endmill is walking/ chattering you need to adjust your bit speed, your depth per pass, and/or your feed rate. This isn't a linear process you kind of have to go by feel. 3. How are you clearing chips? Stopping and dumping or using a shop vac while milling? Excessive chips can mess with you during the milling process. 4. You will have to drop the bit a small ammount in the collet to do the trigger slot. I don't believe I had to for the bottom of the FCG pocket though. I suspect you might have bent/damaged your collet by over tightening it which could be the cause of your waking bit. 5. Lastly when I do my last passes I take very little material, maybe half of what is on the depth adjustment tool. If you feel it chatter you have to stop and recheck your depth adjustment. |
|
|
|
TX, USA
|
[#28]
Originally Posted By K1rodeoboater:
A couple of things to try/consider 1. You don't want bottom out the endmill in the collet. It won't clamp correctly and can slip. 2. If your endmill is walking/ chattering you need to adjust your bit speed, your depth per pass, and/or your feed rate. This isn't a linear process you kind of have to go by feel. 3. How are you clearing chips? Stopping and dumping or using a shop vac while milling? Excessive chips can mess with you during the milling process. 4. You will have to drop the bit a small ammount in the collet to do the trigger slot. I don't believe I had to for the bottom of the FCG pocket though. I suspect you might have bent/damaged your collet by over tightening it which could be the cause of your waking bit. 5. Lastly when I do my last passes I take very little material, maybe half of what is on the depth adjustment tool. If you feel it chatter you have to stop and recheck your depth adjustment. Excellent post! I agree completely with all of this. Clearing chips is really critical because a buildup of chips can clog the end mill and cause a lot of problems. I always check the depth with the template on a regular basis like when I dump chips to make sure it is where it should be. I find that I need to clear chips at least a couple times during each pass. Also another thing is what kind of cutting fluid is being used? If it is something like WD40, then going to a real cutting fluid may help. Something like WD40 is better than nothing but not as good as something formulated for machining. |
|
|
FL, USA
|
[#29]
Thanks for the advice guys! I'll answer your advice in numbered order.
1. After doing some online research, just as you said, I discovered that a couple machinists specifically state to not bottom out the end mill in the collet. That makes sense and I'll do that from now on. That alone could be responsible for the bit loosening. 2. I have been using the slowest router speed setting to avoid heat build up, advancing the depth about 1/8" per pass, and feeding slowly. I have not tried to increase the router speed yet. I think I will do that on my next lower. I took a very conservative approach to my first one. I'll mix things up a bit to see if I can smooth out the process. 3. I am clearing chips every few minutes using my shop vac. Also, I am leaving the shop vac nozzle running under the top plate. Doing that seems to stop 90% of the airborne chips. Amazingly, some of the chips are so fine they actually drift slowly down to the floor. I've considered wearing a filter mask because of this. 4. I wasn't able to reach the pocket floor without dropping the bit about 0.25". It doesn't make sense to me, but I've been wondering if that is a shortcoming of the particular router I'm using (Dewalt DWP611). I will check the collet for damage. It is possible that I overtightened it. I have never needed to tighten a bit tool as much as I felt this needed. 5. Yes, on my final passes I took maybe a millimeter at a time. I was afraid the mill would walk out and remove too much material from the pocket floor. And yes, I am using copious amounts of WD40. I need to source some good cutting fluid. The good thing about this is that I had almost no heat build up. At no time did I see the WD40 smoking, nor did the mill even become more than warm to touch. And, despite the less than smooth milling process, the lower receiver actually came out pretty good. 100% functional and about 90% cosmetically perfect. Overall I'm very happy, but this process was much more difficult than I had thought. I have a few more lowers to do and I now realize that there is actually work involved in this. It's not a completely easy task. Originally Posted By SoftwareJanitor:
Excellent post! I agree completely with all of this. Clearing chips is really critical because a buildup of chips can clog the end mill and cause a lot of problems. I always check the depth with the template on a regular basis like when I dump chips to make sure it is where it should be. I find that I need to clear chips at least a couple times during each pass. Also another thing is what kind of cutting fluid is being used? If it is something like WD40, then going to a real cutting fluid may help. Something like WD40 is better than nothing but not as good as something formulated for machining. Originally Posted By SoftwareJanitor:
Originally Posted By K1rodeoboater:
A couple of things to try/consider 1. You don't want bottom out the endmill in the collet. It won't clamp correctly and can slip. 2. If your endmill is walking/ chattering you need to adjust your bit speed, your depth per pass, and/or your feed rate. This isn't a linear process you kind of have to go by feel. 3. How are you clearing chips? Stopping and dumping or using a shop vac while milling? Excessive chips can mess with you during the milling process. 4. You will have to drop the bit a small ammount in the collet to do the trigger slot. I don't believe I had to for the bottom of the FCG pocket though. I suspect you might have bent/damaged your collet by over tightening it which could be the cause of your waking bit. 5. Lastly when I do my last passes I take very little material, maybe half of what is on the depth adjustment tool. If you feel it chatter you have to stop and recheck your depth adjustment. Excellent post! I agree completely with all of this. Clearing chips is really critical because a buildup of chips can clog the end mill and cause a lot of problems. I always check the depth with the template on a regular basis like when I dump chips to make sure it is where it should be. I find that I need to clear chips at least a couple times during each pass. Also another thing is what kind of cutting fluid is being used? If it is something like WD40, then going to a real cutting fluid may help. Something like WD40 is better than nothing but not as good as something formulated for machining. |
|
|
|
[#30]
Rig up your shop vac like I have it in the pictures at the beginning of this thread. It works really well as you have noticed. I don't use any cutting fluid during the milling process, YMMV but I don't feel it is necessary. I do wear a mask when I do this because of the airborne chips.
You absolutely need to increase your routers speed setting. There no question about that. |
|
|
|
TX, USA
|
[#31]
Originally Posted By Cammer:
Thanks for the advice guys! I'll answer your advice in numbered order. 1. After doing some online research, just as you said, I discovered that a couple machinists specifically state to not bottom out the end mill in the collet. That makes sense and I'll do that from now on. That alone could be responsible for the bit loosening. 2. I have been using the slowest router speed setting to avoid heat build up, advancing the depth about 1/8" per pass, and feeding slowly. I have not tried to increase the router speed yet. I think I will do that on my next lower. I took a very conservative approach to my first one. I'll mix things up a bit to see if I can smooth out the process. 3. I am clearing chips every few minutes using my shop vac. Also, I am leaving the shop vac nozzle running under the top plate. Doing that seems to stop 90% of the airborne chips. Amazingly, some of the chips are so fine they actually drift slowly down to the floor. I've considered wearing a filter mask because of this. 4. I wasn't able to reach the pocket floor without dropping the bit about 0.25". It doesn't make sense to me, but I've been wondering if that is a shortcoming of the particular router I'm using (Dewalt DWP611). I will check the collet for damage. It is possible that I overtightened it. I have never needed to tighten a bit tool as much as I felt this needed. 5. Yes, on my final passes I took maybe a millimeter at a time. I was afraid the mill would walk out and remove too much material from the pocket floor. And yes, I am using copious amounts of WD40. I need to source some good cutting fluid. The good thing about this is that I had almost no heat build up. At no time did I see the WD40 smoking, nor did the mill even become more than warm to touch. And, despite the less than smooth milling process, the lower receiver actually came out pretty good. 100% functional and about 90% cosmetically perfect. Overall I'm very happy, but this process was much more difficult than I had thought. I have a few more lowers to do and I now realize that there is actually work involved in this. It's not a completely easy task. I've got the Makita trim router and it reaches the bottom even with the end mill is bottomed out. With the end mill located in the visible part of the collet where I think it should be it barely has enough length to mill the trigger slot, it will do it, but with basically none to spare. You should find that proper cutting fluid lubricates better than WD40 as it isn't a very good lubricant, it is mainly for Water Dispersement (WD). It is pretty good for that. If you can't easily find actual milling fluid locally then thread cutting fluid is something you should be able to find at places like Home Depot, and it is at least closer. You definitely should try adjusting your speed. My Makita is supposed to be adjustable between 10k-30k RPM. For me the speed that seems to be smoothest is just slightly below 1/2 way. The smoothness in cutting definitely depends on the speed it is at so you should be able to find a setting that will be much better than where you have been running it. |
|
|
FL, USA
|
[Last Edit: Cammer]
[#32]
Great minds think alike. I already had something similar to what you did rigged up for constant vacuum. It works pretty well for me also.
After thinking things through I came to the same conclusion that you did regarding cutting fluid - i.e. it is unnecessary. First of all, unless you stop milling literally every five seconds there is not way to keep the mill wet with fluid enough to make a difference in lubrication. So today I completed a lower with zero cutting fluid/WD40, etc. It made no difference. This lower actually came out much nicer than the first one. I'm going to say that it is because I now have more experience with handling the milling process and I also increased the router speed a bit past the halfway point. Previously I had it set on the lowest setting. I erroneously thought it would be better. Turns out that faster, but not too fast, is best. I had no issues with chatter or the bit becoming loose this time. Anyway, my second lower is done. I just completed a Nodak Spud XM16E1 I am making for a retro XM177 build. Not a cheap receiver at $135 so I didn't want to screw it up. It came out beautiful. Functions perfectly well. Thanks again for the help guys. Your assistance made this job much easier. Edit: I forgot to mention that I used the "single hole method" on both receivers. I started with the trigger well and completed the FCG pocket from that using only the end mill. It worked well for me. Originally Posted By K1rodeoboater:
Rig up your shop vac like I have it in the pictures at the beginning of this thread. It works really well as you have noticed. I don't use any cutting fluid during the milling process, YMMV but I don't feel it is necessary. I do wear a mask when I do this because of the airborne chips. You absolutely need to increase your routers speed setting. There no question about that. |
|
|
|
[#33]
Started mine yesterday before work. Did a little more today before work. Got the A and all of the B holes drilled out.
I'll try and finish it tomorrow when I'm off. |
|
|
|
|
[#34]
Anyone on the fence about 80% may want to hop over that fence. Due to recent legislation in CA and views towards gun control laws things have been very volatile. These are going fast and you if you may want to make one you should do it while you still can before they outlaw them!
|
|
|
|
|
[#35]
Originally Posted By ModulusArms: Anyone on the fence about 80% may want to hop over that fence. Due to recent legislation in CA and views towards gun control laws things have been very volatile. These are going fast and you if you may want to make one you should do it while you still can before they outlaw them! Do The proposed law changes have any affect on you guys as a vendor? |
|
|
|
|
[#36]
Originally Posted By K1rodeoboater:
Do The proposed law changes have any affect on you guys as a vendor? Originally Posted By K1rodeoboater:
Originally Posted By ModulusArms:
Anyone on the fence about 80% may want to hop over that fence. Due to recent legislation in CA and views towards gun control laws things have been very volatile. These are going fast and you if you may want to make one you should do it while you still can before they outlaw them! Do The proposed law changes have any affect on you guys as a vendor? Well, if CA bans 80% it will sting quite a bit. It won't end things though. |
|
|
|
TX, USA
|
[#37]
Originally Posted By ModulusArms:
Well, if CA bans 80% it will sting quite a bit. It won't end things though. Originally Posted By ModulusArms:
Originally Posted By K1rodeoboater:
Originally Posted By ModulusArms:
Anyone on the fence about 80% may want to hop over that fence. Due to recent legislation in CA and views towards gun control laws things have been very volatile. These are going fast and you if you may want to make one you should do it while you still can before they outlaw them! Do The proposed law changes have any affect on you guys as a vendor? Well, if CA bans 80% it will sting quite a bit. It won't end things though. It will suck for those stuck in that socialist hell hole to be sure. It will also cost a fair amount of business for 80% vendors I am sure. 80% is pretty much the best way to do an AR for CA. Luckily for 80% vendors it should remain legal to do 80% in most of the rest of the US. I think there are already issues with places like NJ. |
|
|
FL, USA
|
[#38]
Your 80% 308 jigs are compatible with tactical machining 308 lowers ?
|
|
|
VA, USA
|
[Last Edit: mneblett]
[#39]
I snagged the HD jig and lower deal from the Memorial Day sale, and have completed my first lower.
I'm not one to "gush" about stuff on the 'net, but WOW am I pleased. The HD is built like a tank**, and it enabled me to do this on my first try (only the second time I've used a router; the first was a couple days before, putting a couple grooves into a piece of plywood): 


There's one nick at the top left edge of trigger pocket because on my *first* pass I lifted the router out thinking the end mill had completely stopped. Tools were a Porter Cable floor-stand drill press from Lowe's, a DeWalt DW611 router and Modulus' bits/mill kit. Save yourself time (and likely money) -- buy the bit kit. You'll have fresh tooling, the correct tooling, and not need to waste time/effort chasing down the parts. The price is entirely reasonable given what you get and the convenience. The keys for me: router set at 4.5-5 on the 1-6 scale, and going SLOW -- no, SLOWER. Then, SLOWER than that! Tedious, but worth it to make my OCD/AR side happy. Also, having the wet/dry vac hose right at the side of the side plate opening made a huge difference in Aluminum shavings control. Very little clean-up needed in the surrounding areas after finishing. (Wear hearing protection -- the vac will be running for long periods on end, and the sound levels are hearing-damaging high over such amounts of time). The only thing I would like to see (a comment I left on the Modulus Arms site) is a couple LEDs integrated into the underside of the top plate, because it's too dark under there when the router (and its LEDs) is off and the wet/dry vac's tube is blocking light from the far side. A home run in my book, Modulus! ** When shifting from the drill press to the workbench, the WD-40- and painter's tape adhesive-slickened (is that a word??) jig slipped out of my fingers -- incredible how fast it was gone -- hit the workbench, and fell sickeningly to the concrete floor. It was hard to find even a nick in the jig's finish, and the lower did not shift in the jig or sustain damage. The only jig damage I found was one slightly bent top plate-to-side plate screw, after I disassembled the jig when I was done with the lower. I'm guessing the jig hit the floor on the corner of that side plate. Color me impressed. |
|
|
|
[#40]
Looks good, but I do have a question, what size bit did you use to drill those pin holes for the FCG, for some reason, they look large to me.
|
|
|
|
VA, USA
|
[#41]
Originally Posted By DaveP1:
Looks good, but I do have a question, what size bit did you use to drill those pin holes for the FCG, for some reason, they look large to me. The 5/32" bit in the Modulus kit. Perfect fit in the jig side plate holes. I suspect they look too big due to the angle of the picture and the shiny surface. I'll know in about 20 minutes whether they are correct, as I'll be test-fitting a FCG kit after dinner. |
|
|
|
[#42]
Originally Posted By mneblett:
The 5/32" bit in the Modulus kit. Perfect fit in the jig side plate holes. I suspect they look too big due to the angle of the picture and the shiny surface. I'll know in about 20 minutes whether they are correct, as I'll be test-fitting a FCG kit after dinner. Originally Posted By mneblett:
Originally Posted By DaveP1:
Looks good, but I do have a question, what size bit did you use to drill those pin holes for the FCG, for some reason, they look large to me. The 5/32" bit in the Modulus kit. Perfect fit in the jig side plate holes. I suspect they look too big due to the angle of the picture and the shiny surface. I'll know in about 20 minutes whether they are correct, as I'll be test-fitting a FCG kit after dinner. Okay, just looked different to me for some reason, lets us know how the build goes. |
|
|
|
VA, USA
|
[Last Edit: mneblett]
[#43]
Lower parts kit installed. No problem with the 5/32 trigger and hammer holes.
Due to user error, a **slight** amount of sanding the 3/8" safety holes was required to fit the safety. The first of the six holes I drilled (the right side safety hole) was drilled a hair off perpendicular because, even though I thought I had things aligned properly, I didn't check twice and it turned out the jig was not laying on its side on the drill press table perfectly square (before starting work, I had verified the spindle was perpendicular to the drill press table). This resulted in the right side safety hole being ~0.1-0.2 mm farther forward than it should be, i.e., it is not perfectly centered over the safety detent hole. The only functional consequence: in the Fire position the lever is pointing up at ~87-88*, not perfectly straight up at 90*. Totally user error, and a problem that I caught before drilling the other five holes. One side thought: this error suggests to me that hand-drilling these holes isn't the best choice, as it is *so* easy to not drill perfectly straight with a hand drill. Other than that, the lower fit/functioned perfectly with one of my uppers. |
|
|
TX, USA
|
[#44]
Originally Posted By mneblett:
I snagged the HD jig and lower deal from the Memorial Day sale, and have completed my first lower. I'm not one to "gush" about stuff on the 'net, but WOW am I pleased. The HD is built like a tank**, and it enabled me to do this on my first try (only the second time I've used a router; the first was a couple days before, putting a couple grooves into a piece of plywood): ... There's one nick at the top left edge of trigger pocket because on my *first* pass I lifted the router out thinking the end mill had completely stopped. Tools were a Porter Cable floor-stand drill press from Lowe's, a DeWalt DW611 router and Modulus' bits/mill kit. Save yourself time (and likely money) -- buy the bit kit. You'll have fresh tooling, the correct tooling, and not need to waste time/effort chasing down the parts. The price is entirely reasonable given what you get and the convenience. The keys for me: router set at 4.5-5 on the 1-6 scale, and going SLOW -- no, SLOWER. Then, SLOWER than that! Tedious, but worth it to make my OCD/AR side happy. Also, having the wet/dry vac hose right at the side of the side plate opening made a huge difference in Aluminum shavings control. Very little clean-up needed in the surrounding areas after finishing. (Wear hearing protection -- the vac will be running for long periods on end, and the sound levels are hearing-damaging high over such amounts of time). The only thing I would like to see (a comment I left on the Modulus Arms site) is a couple LEDs integrated into the underside of the top plate, because it's too dark under there when the router (and its LEDs) is off and the wet/dry vac's tube is blocking light from the far side. A home run in my book, Modulus! ** When shifting from the drill press to the workbench, the WD-40- and painter's tape adhesive-slickened (is that a word??) jig slipped out of my fingers -- incredible how fast it was gone -- hit the workbench, and fell sickeningly to the concrete floor. It was hard to find even a nick in the jig's finish, and the lower did not shift in the jig or sustain damage. The only jig damage I found was one slightly bent top plate-to-side plate screw, after I disassembled the jig when I was done with the lower. I'm guessing the jig hit the floor on the corner of that side plate. Color me impressed. Looks great! |
|
|
CA, USA
|
[Last Edit: ValiantThor]
[#45]
Has anyone used the Heavy Duty jig for a James Madison Tactical 80%? I just finished a JMT lower using their cheap plastic jig that comes with it. I have a Modulus jig coming in the mail and hoping to use that one for my next JMT lower.
Here is my recent AR Pistol build using only the JMT jig and a drill press. It's not bad but I think I can do a much better job with my new DeWalt router and Heavy Duty Jig 
|
|
|
TX, USA
|
[#46]
Originally Posted By ValiantThor:
Has anyone used the Heavy Duty jig for a James Madison Tactical 80%? I just finished a JMT lower using their cheap plastic jig that comes with it. I have a Modulus jig coming in the mail and hoping to use that one for my next JMT lower. Here is my recent AR Pistol build using only the JMT jig and a drill press. It's not bad but I think I can do a much better job with my new DeWalt router and Heavy Duty Jig I haven't done a JMT lower, but I did do an EP Armory 80% poly lower (zombie green) in my original Modulus Universal Jig using the Modulus tooling. The poly power cuts like warm butter... very easy. With the HD jig it would be even easier. PS: I've seen Valiant Thor back in March 2011 when they opened for Clutch and Motorhead at Stubb's BBQ Ampitheatre here in Austin and I bought their "Stranger" CD. |
|
|
CA, USA
|
[#47]
Originally Posted By SoftwareJanitor:
I haven't done a JMT lower, but I did do an EP Armory 80% poly lower (zombie green) in my original Modulus Universal Jig using the Modulus tooling. The poly power cuts like warm butter... very easy. With the HD jig it would be even easier. PS: I've seen Valiant Thor back in March 2011 when they opened for Clutch and Motorhead at Stubb's BBQ Ampitheatre here in Austin and I bought their "Stranger" CD. Originally Posted By SoftwareJanitor:
Originally Posted By ValiantThor:
Has anyone used the Heavy Duty jig for a James Madison Tactical 80%? I just finished a JMT lower using their cheap plastic jig that comes with it. I have a Modulus jig coming in the mail and hoping to use that one for my next JMT lower. Here is my recent AR Pistol build using only the JMT jig and a drill press. It's not bad but I think I can do a much better job with my new DeWalt router and Heavy Duty Jig I haven't done a JMT lower, but I did do an EP Armory 80% poly lower (zombie green) in my original Modulus Universal Jig using the Modulus tooling. The poly power cuts like warm butter... very easy. With the HD jig it would be even easier. PS: I've seen Valiant Thor back in March 2011 when they opened for Clutch and Motorhead at Stubb's BBQ Ampitheatre here in Austin and I bought their "Stranger" CD. Awesome! |
|
|
MS, USA
|
[#48]
|
|
|
TX, USA
|
[#49]
Originally Posted By edekalil:
Just finished my first lower with the hd modulus jig. It is an Anderson 80% lower. ... Put the parts in to check it and it seems to work. Nice! |
|
|
MS, USA
|
[#50]
Thanks, but it sure is mess to clean up. Working on that right now. Thinking of making it a pistol but just got to figure the laws on it here in MS.
|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.























