|
[#1]
Riddle of Steel
|
|
|
|
[#2]
Men are like steel, when they lose their temper, they lose their worth.
|
|
|
|
[#3]
Annealing removes internal stresses. It seems you would lose that benefit by working it after annealing?
|
|
|
|
[#4]
Now I am going back almost 45 years when I worked as a grunt in a pickling plant and the way I remember it was it was cold rolled first, then we pickled, then it was annealed.
That's how I remember it. I could be wrong though...........you need a better opinion. Plus, I don't know if 4140 was available back then. |
|
|
|
[#5]
Quoted:
Riddle of Steel As I stand before Crom..... |
|
|
|
[#6]
It's annealed then cold drawn or rolled. Can always run a tensile test on it to confirm.
|
|
|
|
[#7]
Quoted:
As I stand before Crom..... Quoted:
Quoted:
Riddle of Steel As I stand before Crom..... F--- Steel, Mithril is where the future is! |
|
|
|
[#8]
Quoted:
It's annealed then cold drawn or rolled. Can always run a tensile test on it to confirm. I'm no steel expert but I would assume you want it soft for cold drawing so it gets annealed. But couldn't the drawing/rolling work harden it causing it to need to be annealed again? |
|
|
|
[#9]
The secret of steel has always carried with it a mystery.
|
|
|
|
[#10]
Surprisingly, the first result on google has some info for you.
|
|
|
|
[#11]
|
|
|
|
[#12]
You know, all you guys who guess wrong will be cast from Valhalla.
|
|
|
|
[#13]
Quoted:
It's annealed then cold drawn or rolled. Can always run a tensile test on it to confirm. Microstructure analysis will provide the definite answer. If it was annealed before the cold work, the grains will be oriented toward the direction of the cold work. If it was annealed after the cold work, the grains will be equiaxed. Besides, you only need a very small sample for microstructural analysis. Controlled atmosphere could have been utilized to prevent surface scaling if it was annealed afterwards. |
|
|
|
[#14]
Come on guys. This is Sophomore level stuff.
Cold rolled then annealed in atmosphere. If you need it hard, you heat treat after you are done. |
|
|
|
[#15]
Quoted:
I'm no steel expert but I would assume you want it soft for cold drawing so it gets annealed. But couldn't the drawing/rolling work harden it causing it to need to be annealed again? Quoted:
Quoted:
It's annealed then cold drawn or rolled. Can always run a tensile test on it to confirm. I'm no steel expert but I would assume you want it soft for cold drawing so it gets annealed. But couldn't the drawing/rolling work harden it causing it to need to be annealed again? Cold working does put stress into the skin. Same as it does with CRS 1018. If you take a cold rolled annealed 4140 piece and machine one side, it will release that "surface tension" and bend. If you cut one side of a hot rolled annealed piece of the same material, it doesn't move cause there's not nearly the surface condition. |
|
|
|
[#16]
I had looked on google. That article is talking about lower carbon steels like 1018 which are commonly cold rolled. It implies but doesn't say definitively that 4140 annealed cold finished is annealed before or after rolling. (that I could see. It looks like there is a typo in that very sentence) |
|
|
|
[#17]
Quoted:
Come on guys. This is Sophomore level stuff. Cold rolled then annealed in atmosphere. If you need it hard, you heat treat after you are done. Bona fides, please. |
|
|
|
[#18]
Some say that King Arthur pulling the sword ?Excalibur from the rock is a metaphor
for him being the first to make iron from Iron ore. Get it? Pull steel from rock. |
|
|
|
[#19]
Quoted:
Some say that King Arthur pulling the sword ?Excalibur from the rock is a metaphor for him being the first to make iron from Iron ore. Get it? Pull steel from rock. Merlin? |
|
|
|
[#20]
You would only need to pickle (in HCl) the hot rolled bar. It might get a shot blast before pickling to help fracture the hot rolling scale. On strip product (wide coils) they will usually temper roll - a small reduction of maybe 0.001-0.010" or tension level the strip to fracture the scale layer. This makes the pickling go much faster since HCl attacks the surface area of the oxide.
Then you would run the bar (or strip) through a rolling or drawing mill to take a larger reduction. Maybe at least 15% in cross section. You might need more reduction to get good recrystallization in 4140. It's been a long time since my days at USSteel. If its more, 25-30% is probably good. Then the bar is annealed - going to be somewhere around 1250-1300F to recrystallize. If you want a different microstructure or hardness the annealing temperature range may be a little higher. There is a difference between annealing (for Rx) and heat treating to get an austenitic or spheroidized carbide structure. That could be at higher temperatures if you wanted to harden the part after machining or forming. And for strip product the piece is usually temper rolled to get rid of yield point elongation, or discontinuous yielding . It helps the part form better when drawn out. And you can also influence hardness and ability to cold roll by controlling finishing temperature on the hot rolling mill. Even if you anneal the hot rolled bar to help for easier cold reduction, you will still nee to anneal after cold rolling or drawing to relieve stresses, and be useful for any forming. |
|
|
|
[#21]
Quoted:
F--- Steel, Mithril is where the future is! Quoted:
Quoted:
Quoted:
Riddle of Steel As I stand before Crom..... F--- Steel, Mithril is where the future is! Mithril was alloyed titanium. |
|
|
|
[#22]
I can't believe any CRS is annealed after rolling given the spring it has when removing large amounts of material.
However, pickling does remove the scale and leave a CRS like finish, so it's possible. We only purchase hot roll finish 4140, whether bar or plate. Quoted:
And you can also influence hardness and ability to cold roll by controlling finishing temperature on the hot rolling mill. Even if you anneal the hot rolled bar to help for easier cold reduction, you will still nee to anneal after cold rolling or drawing to relieve stresses, and be useful for any forming. That is something I always wondered. I think about these processes as individual steps and was always curious whether some could be combined through the milling process. |
|
|
|
[#23]
Plain cold rolled steel (some call full hard, and then they had 1/4 hard, 1/2 hard - that should have been made by a partial anneal with just enough time and temp to get recovery, not full recrystallization, so this could be like tempered)
If its annealed after it would be cold rolled and annealed. At least in flat rolled products , like for you car or appliances , nearly all of it is annealed after Cold rolling, and then temper passed (a very light rolling reduction) to improve flatness and primarily formability - getting rid of yield point elngation. It all depends on what the final use is, how you order it. As far as combining steps - I think you can only go so far and keep the microstructure and mechanical properties where the finished part needs to be. And sometimes you might prefer the softer annealed (or hot rolled) bar for ease of machining as opposed to some heat treated bar to mill. Do the final heat treat after 98% of the waste stock is milled or ground away. Then just do some finish machining at the end so it fits whatever its going into. |
|
|
|
[#24]
Quoted: I had looked on google. That article is talking about lower carbon steels like 1018 which are commonly cold rolled. It implies but doesn't say definitively that 4140 annealed cold finished is annealed before or after rolling. (that I could see. It looks like there is a typo in that very sentence) Quoted: I had looked on google. That article is talking about lower carbon steels like 1018 which are commonly cold rolled. It implies but doesn't say definitively that 4140 annealed cold finished is annealed before or after rolling. (that I could see. It looks like there is a typo in that very sentence) If you can't get a straight answer from the supplier the only truly definitive way of knowing is to run a micro and look at the grain structure as a poster suggested. I'm no metallurgist just a lowely engineer.
|
|
|
|
[#25]
Normalized 4140 for things that mater.
If it is not 300 bhn, send it over to heat treat... |
|
|
|
[#26]
I prefer Adamantium but its kind of hard to come by.
|
|
|
|
[#27]
As already stated, you typically anneal the steel after cold rolling. The term "cold finished" does seem to indicate that it is cold rolled after annealing. This could refer to temper rolling, which is an additional cold rolling step to achieve specific parameters that the customer specifies...in short, if you're the customer, you should know if they are cold rolling after annealing.
|
|
|
|
[#28]
Quoted:
As already stated, you typically anneal the steel after cold rolling. The term "cold finished" does seem to indicate that it is cold rolled after annealing. This could refer to temper rolling, which is an additional cold rolling step to achieve specific parameters that the customer specifies...in short, if you're the customer, you should know if they are cold rolling after annealing. Yeah. From what I read "cold rolling" has different implications than "cold finishing". Cold rolling is relatively thin, low carbon steel for stuff like cars and refrigerators. I'm talking about "cold finished" hunks of steel used for machining parts out of. So there is no need or expectation of a surface hardness due to an extra rolling step. I still don't see a definitive answer whether or not 4140 cold finished annealed is annealed before or after rolling. Funny thing is, my dad, grandpa, and uncle all worked and retired from Armco Steel and I've been a toolmaker for 27 years. 
I had just always assumed it had been annealed before rolling until this guy brought up the subject, today. |
|
|
|
[#29]
Quoted:
I prefer Adamantium but its kind of hard to come by. I hear that comes very relaxed. |
|
|
|
[#30]
The answer to your question is, of course...... 42
|
|
|
|
[#31]
Quoted:
Bona fides, please. Quoted:
Quoted:
Come on guys. This is Sophomore level stuff. Cold rolled then annealed in atmosphere. If you need it hard, you heat treat after you are done. Bona fides, please. Mechanical Engineering degree. PE license in two states 30 years of machine design, including a bunch of steel mill equipment. Mostly hot mill, runout, bar and plate stuff. I tend to specialize in the stuff nobody else wants - corrosion challenges, metallurgy challenges, difficult design for manufacturing, jobs that need a bunch of calculation to derive a good design. As stated above - cold finished bar is annealed to relieve the stress. It's commonly used for machined parts, so if it has the stress still in it, it will move. We (guys who design machines with heavy sections and a lot of machining) typically require that heavy plate or weldments be stress relieved before machining. Woe to the machinist or vendor who skips that step. Isn't Materials still a sophomore level course? This was all covered there. I will admit - a lot of engineers don't seem to understand these concepts. A lot of this stuff is in the Ryerson catalog. I like the older one with the red cover. Read the fine print |
|
|
|
[#32]
Oh yeah - one other thing.
With the current insert tooling you can machine material that you used to have to grind. There is a lot more "hard" material commercially available that you don't need to heat treat after machining - which can be a big advantage (more efficient, closer tolerances, no grinding after hardening). Talk to your machine shop before you specify it on your drawing. |
|
|
|
[#33]
Quoted:
Oh yeah - one other thing. With the current insert tooling you can machine material that you used to have to grind. There is a lot more "hard" material commercially available that you don't need to heat treat after machining - which can be a big advantage (more efficient, closer tolerances, no grinding after hardening). Talk to your machine shop before you specify it on your drawing. I are da machine shop.
Yes, things like NAK55 can make life more simple. I do mostly prototypes and special machine parts in very low numbers so I'm not in as tight of competition as the higher production types. I've got a pretty broad knowledge base on materials and heat treats. But, evidently still have a bit to learn on the production process of some of the stuff. I've worked with everything from cpm rex 76, and ferritic, to 12L14, to NiTinol, beryllium copper, ampco, to PEEK, ceramic, etc and lots of stuff in between. Odd that this subject never came up before. |
|
|
|
[#34]
Thin slab caster tech here, this pic I dug out of a work email folder explains the flow easier/better than I can type 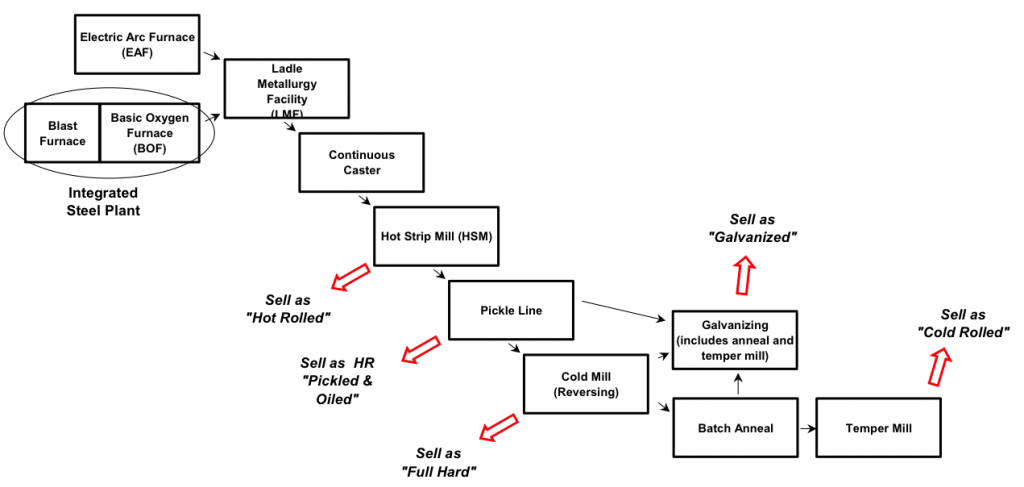
|
|
|
|
[#35]
Quoted:
Thin slab caster tech here, this pic I dug out of a work email folder explains the flow easier/better than I can type http://img.photobucket.com/albums/v443/superdavarfcom/steel.png Nice! Thanks. That helps clear some things up for me. |
|
|
|
[#36]
I've done some work for a thin slab caster in northeast Arkansas!
Y'all have a bunch of cotton down there. Good barbecue. |
|
|
|
[#37]
Quoted:
I are da machine shop.
Yes, things like NAK55 can make life more simple. I do mostly prototypes and special machine parts in very low numbers so I'm not in as tight of competition as the higher production types. I've got a pretty broad knowledge base on materials and heat treats. But, evidently still have a bit to learn on the production process of some of the stuff. I've worked with everything from cpm rex 76, and ferritic, to 12L14, to NiTinol, beryllium copper, ampco, to PEEK, ceramic, etc and lots of stuff in between. Odd that this subject never came up before. Quoted:
Quoted:
Oh yeah - one other thing. With the current insert tooling you can machine material that you used to have to grind. There is a lot more "hard" material commercially available that you don't need to heat treat after machining - which can be a big advantage (more efficient, closer tolerances, no grinding after hardening). Talk to your machine shop before you specify it on your drawing. I are da machine shop.
Yes, things like NAK55 can make life more simple. I do mostly prototypes and special machine parts in very low numbers so I'm not in as tight of competition as the higher production types. I've got a pretty broad knowledge base on materials and heat treats. But, evidently still have a bit to learn on the production process of some of the stuff. I've worked with everything from cpm rex 76, and ferritic, to 12L14, to NiTinol, beryllium copper, ampco, to PEEK, ceramic, etc and lots of stuff in between. Odd that this subject never came up before. My current employer doesn't do much "production" work - mostly custom machines. That keeps things interesting. Today I worked on a temporary gantry to pull a press head, an inconel lined reaction vessel and some stainless parts for a pharmaceutical job. I learned a lot of what I know from the machine shop. Especially the old guys who aren't shy about telling a wet behind the ears engineer that his drawing is a mess.
|
|
|
|
[#38]
Quoted:
I've done some work for a thin slab caster in northeast Arkansas! Y'all have a bunch of cotton down there. Good barbecue. That was my caster, the best BBQ I've ever eaten in my life is just across the state line into Missouri a place called Strawberry's, The best pork steak in the world!!! Map http://www.strawsbbq.com/menu.html |
|
|
|
[#39]
As has been stated, my understanding is it is annealed after cold working. My experience as an engineer and tooling designer is that the anneal is more for dimensional stability than achieving a particular hardness.
Cold working without an anneal leaves all kinds of fun stresses that cause headaches.
I buy my 4140 prehard and annealed bar and plate from Bohler Uddeholm ..they make very consistent tool steels as well. |
|
|
|
[#40]
Quoted:
That was my caster, the best BBQ I've ever eaten in my life is just across the state line into Missouri a place called Strawberry's, The best pork steak in the world!!! Map http://www.strawsbbq.com/menu.html Quoted:
Quoted:
I've done some work for a thin slab caster in northeast Arkansas! Y'all have a bunch of cotton down there. Good barbecue. That was my caster, the best BBQ I've ever eaten in my life is just across the state line into Missouri a place called Strawberry's, The best pork steak in the world!!! Map http://www.strawsbbq.com/menu.html I can't say I ever got much further north than Blytheville.
The next time I'm down that way I know where I'm going. |
|
|
|
[#41]
Some basic steel info for those interested
(AISI) SAE Designations: 4130 1008 1006 First two characters: Designate alloys 10 means plain carbon Second two characters: Designate approx. carbon 06 means .06% Out of 1 ton of steel approximately 14 pounds is not Iron example Element Symbol Percent Iron Fe 99.3% Carbon C .04% Manganese Mn .40% Phosphorous P .01% Sulfur S .01% Silicon Si .02% Aluminum Al .03% Copper Cu .13% Nickel Ni .07% Chromium Cr .02% Molybdenum Mo .01% Tin Sn .01% Nitrogen N .01% Calcium Ca .002% Reversing Cold Reduction Mill Single stand Typically 3 to 5 passes through mill Reduce thickness by up to 80% Roll profile must match incoming strip profile Rolling solution for lubrication and cooling Achieve reduction through Roll Force and Tension Roll Force up to 1,800 tons Key variables: uniform thickness through coil length, profile (thickness across width), Shape, Percent Reduction Grains become flat due to cold work Steel is extremely strong after cold rolling, but has very little ductility Annealing Steel is in Hydrogen atmosphere (inside giant can) Improved heat transfer and surface quality vs. HNx gas Natural gas combustion outside of the protective can Typical temperature: 1400 degrees Typical cycle time: 2 days Steel is very soft Recovery and recrystallization of grains Temper Mill Single stand, single pass Elongation much lower than Cold Reduction Mill: typically 1% Roll Force up to 1,100 tons Oiler Eliminates Luder’s bands (strain) during subsequent forming operations Increases yield strength slightly Imparts surface roughness (matte) Improves shape Physical properties of the final product depend on: chemistry, hot mill finishing and coiling temperature, cold reduction, anneal cycle, and temper elongation |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.








