


Armory Sponsor


Posted: 1/27/2014 9:54:10 AM EDT
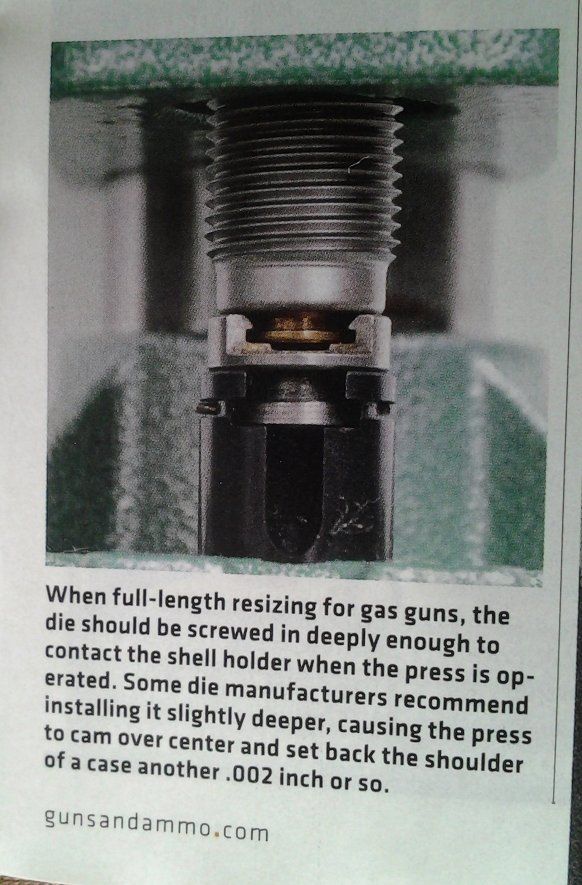
In Guns and Ammo magazine (Feb 2014) there was an article on reloading for gas guns. They offered this advice:
What am I missing? Once the shell holder hits the die, isn't that it? What is "camming over center" and how does it get you another 2 thousandths setback? Jack |
|
I read that article and I'm still shaking my head in disbelief. That's not how to adjust you sizing die in that pic. I'm thinking/hoping that the sizing die was screwed down way, way, too much only for picture clarity. Maybe the note to explain this mis adjustment didn't make it into the article. But you never know with G&A. It's not the same mag as it was in the 70's. eta, forgot to answer camming over. When you adjust a sizing die for 223 ( or other bottleneck case) it's best to have a case gauge or headspace gauge. I use the Hornady headspace gauge. The goal is to set the shoulder back .002 or .003 for a gas rifle. You need a gauge to measure the setback. It's very possible that with the proper sizing die adjustment the shellholder will contact the bottom of the die. Can also be the die has to be adjusted a little further down after first contact with the shellholder. When the press handle is fully down and hitting the die hard, it is said to be camming over and all of the slop in the joints of the press have been removed. On my Rockchucker with Hornady 223 sizing die, the shellholder almost touches the bottom of the die when set to move the shoulder back .003. Different presses/dies/shellholders all have tolerances and there is a range of adjustment. Which is why I recommend a gauge instead of generac sizing die adjusting instructions. |
|
With the ram in it's upper most position screw the die down until it's tight against the shell holder. If that doesn't get all the resizing you need, turn the die another 1/16th to 1/8th turn past flush until you do. There is some slop in the linkage that can be forced out through this process.
I have used emery cloth to remove metal from the top of shell holders to avoid "camming over" situations. I feel it's hard on the press and dies and should be avoided if possible. I tape emery to a glass surface and sand the shell holder's top surface in a circular motion until I remove .001" then try it again. Repeat as needed. |
|
Quoted:
What am I missing? Once the shell holder hits the die, isn't that it? What is "camming over center" and how does it get you another 2 thousandths setback? Jack What you are missing is the "slop" in the hinges and linkages. "Slop" is the necessary undersizing of pins in the hinges required to allow the parts to be assembled and to allow space for lubrication. If the die just touches, none of the slop will have been taken out. This can lead to inconsistent set back. If the slop is taken up, the geometry of the die-case-shell holder-press will always be the same. |
|
Quoted:
What you are missing is the "slop" in the hinges and linkages. "Slop" is the necessary undersizing of pins in the hinges required to allow the parts to be assembled and to allow space for lubrication. If the die just touches, none of the slop will have been taken out. This can lead to inconsistent set back. If the slop is taken up, the geometry of the die-case-shell holder-press will always be the same. Thanks for all the replies (esp. dryflash3)... I get it now. |
|
Quoted:
I read that article and I'm still shaking my head in disbelief. [ redacted] That's not how to adjust you sizing die in that pic. To quote the RCBS die adjusting instructions that are shipped with each steel sizing and seating die set: SIZING WITH STEEL SIZER DIES "...To ensure all the play is removed from the press leverage system, raise the handle slightly, lowering the shell holder and set the die 1/8 to 1/4 of a turn lower into the press frame. Return the handle to the lowest position and you will feel resistance as the shell holder contacts the bottom of the die and the handle will "pop" as the compound leverage of the press "cams over". Set the large 7/8-14 die lock ring and tighten the brass setscrew. Return the handle to the "up" position, you are now ready to resize your lubricated cases." I can assure you the cam over instructions by ATK / RCBS have been around long before G&A published their article on reloading for gas operated firearms. |
| I have noticed quite a bit of queries on FL die adjustment lately, and I find it odd. My dad taught me how to FL size brass nearly 4 decades ago, using the same Rockchucker I have now. Camming over after shellholder contact was part of the SOP. I've heard of people saying that camming the press over has damaged linkages, but the above mentioned Rockchucker has been over centered tens of thousands of times and is still tight as new. Another issue is camming over on a progressive. To get the sizing correct my Hornady AP needs to be cammed over slightly to get the length right on .223. I don't like this as the force is off center of the shellplate. I plan to face the FL die in a lathe so that the need to cam over on the AP is eliminated. I think for many folks that load for bolt guns only that the die barely contacting or not contacting the shellholder on a single stage works fine. To get the HS right for a gas gun in my experience takes a little more force. |
|
Quoted:
Instructions for resizing must include measuring shoulder setback using a case gauge. There is no way to reliably determine if the shoulder is set back enough (or too much); the only effective way is by measuring. They should but don't. A case gage or Hornady gage set up should be mandatory on every reloading bench but it is not. |
|
Read RCBS instructions.
STEP 5 Thread the sizer die into the press until the die touches the shell holder when the ram is at the top of the press stroke. Raise the press handle and turn the die down another one-eigth to one-quarter of a turn and set the large lock ring. If you're using a carbide sizer die, make slight contact with the bottom of the die and the shell holder. |
|
Quoted:
Instructions for resizing must include measuring shoulder setback using a case gauge. There is no way to reliably determine if the shoulder is set back enough (or too much); the only effective way is by measuring. UNLESS you follow the manufacturer's instructions on how to setup the die. I'm sure they know what they're doing and saying to prevent a lawsuit. No need to measure if you setup the dies how they say. I am willing to bet my Noveske on it. |
|
Quoted:
Instructions for resizing must include measuring shoulder setback using a case gauge. There is no way to reliably determine if the shoulder is set back enough (or too much); the only effective way is by measuring. Measuring is good, but not the only way. This is one way to do it without a "Gauge". 1. Put the Shell Holder in the press and raise the ram. 2. Screw the Full Length(FL) Die into the press so it is about a "nickle's thickness" above the Shell Holder. 3. Lube a "Fired" case (walls and inside the neck) and size it. 4. Remove the Lube and try closing the bolt on it in the chamber. 5. If the bolt closes with no resistance, screw the FL Die into the press about 1/8-1/4 turn and repeat steps 3 & 4. 6. As you feel the resistance begin, slow down how much you screw the FL Die into the press so you are at about 1/16 of a turn, or "Fine Tuning". At some point you will not be able to close the bolt and you are extremely close to having the FL Die in the proper position. NOTE: The reason for this is because the FL Die has begun Resizing the Case-walls down to the Pressure Ring. As it does so, the Case-body lengthens slightly which in turn moves the Case-shoulder slightly forward. Then as the "Fine Tuning" continues the Case-shoulder makes contact with the FL Die and is moved slightly reward(or slightly shortens the Case-head to Case-shoulder dimension). 7. Stop when there is a slight bit of resistance when closing the bolt on the empty case. You now have a "slight crush fit" for the case in that specific chamber, or Zero Headspace. 8. at this point screwing the die into the press just enough to remove the "Slight Crush Fit" will give you your minimally sized case. You can also do it without a gauge, by using a caliper and an old handgun case. Like this. 
Not as convenient as the Stoney Point/Hornady system, but it's gets the job done. |
|
Now I haven't read any instructions for quite a few years, but a nickel thickness was refering to the seating die setup so you didn't crimp the bullet
too early. I have never seen a sizing die that high above the shell holder, maybe a couple of tho, but never more |
|
The picture in post one is of one of the new RCBS Summit presses....I can tell you first hand, that the picture was not representative. The die was screwed way the hell down to get a clear picture of the die/shellholder area. Dumb....all it did was give people the wrong idea.
I use Wilson gauges and "cam-over" when necessary. I use an RCBS mic to compare shoulder setback of rounds shot out of the subject gun and that just sized....the target being a setback of about .003". The picture below is a more sane adjustment, but was taken without a case. Not against the shellholder yet, but obviously not far away either. 
|
|
Quoted:
Now I haven't read any instructions for quite a few years, but a nickel thickness was refering to the seating die setup so you didn't crimp the bullet too early. I have never seen a sizing die that high above the shell holder, maybe a couple of tho, but never more That is simply a starting point. Continue reading and the technique says to continue to screw the die into the press. |
|
Quoted:
That is simply a starting point. Continue reading and the technique says to continue to screw the die into the press. Quoted:
Quoted:
Now I haven't read any instructions for quite a few years, but a nickel thickness was refering to the seating die setup so you didn't crimp the bullet too early. I have never seen a sizing die that high above the shell holder, maybe a couple of tho, but never more That is simply a starting point. Continue reading and the technique says to continue to screw the die into the press. Yes, I do understand that, I was just trying to let everyone know that they can start a heckova lot closer to cut back on time and process, and the hassel of. |
|
Quoted:
Yes, I do understand that, I was just trying to let everyone know that they can start a heckova lot closer to cut back on time and process, and the hassel of. Quoted:
Quoted:
Quoted:
Now I haven't read any instructions for quite a few years, but a nickel thickness was refering to the seating die setup so you didn't crimp the bullet too early. I have never seen a sizing die that high above the shell holder, maybe a couple of tho, but never more That is simply a starting point. Continue reading and the technique says to continue to screw the die into the press. Yes, I do understand that, I was just trying to let everyone know that they can start a heckova lot closer to cut back on time and process, and the hassel of. I agree a nickle is way to much, but the step-by-step I posted was how it was presented to me many years ago. I should prolly change that nickle to, ?what? Half turn off the shell holder, or a full turn? |
FWIW... Below is the full article from last month's issue as well as the followup with Part 2 in the March issue...iPad copy/paste win! Removed most of this due to Coc #10. 10) Copyrighted Material must be respected. If you wish to share an article from another site, it's important you post only a small excerpt of the content (less than 10%) with a link to the original. We will initially issue warnings, but repeat violations will result in your removal from the site. I know you meant well, but a bad idea. dryflash3 |
|
A RockChucker DOES "cam over". In fact it cams over every time the handle is pushed down all the way. Its how the linkage is made.
You can advise all you want about measuring. If you set a steel sizing die up in my RC II according to the RCBS (cam over) instructions the sized case WILL CHAMBER in your firearm. Will you have more shoulder set back then you need? Maybe, but through thousands of rounds and 30 years I have never had any reason to do it any other way. I know one thing for certain. If I am camming over, every case is exactly the same. |
|
Quoted:
A RockChucker DOES "cam over". In fact it cams over every time the handle is pushed down all the way. Its how the linkage is made. You can advise all you want about measuring. If you set a steel sizing die up in my RC II according to the RCBS (cam over) instructions the sized case WILL CHAMBER in your firearm. Will you have more shoulder set back then you need? Maybe, but through thousands of rounds and 30 years I have never had any reason to do it any other way. I know one thing for certain. If I am camming over, every case is exactly the same. There ya go, well said, Thanks |
Armory Sponsor