|
Posted: 10/21/2018 10:42:51 PM EDT
First, I apologize if this is the wrong location, but it seemed relevant for my question. Also, I'm not a gunsmith, so I appreciate your additional patience with my ignorance.
I've have a seldom used 300BLK "AR" from a well-known and well regarded manufacturer: To protect the innocent, it is one of these three: LWRCi, LMT, and Q. My problem arose when I started running the S&B 200 Subsonics. Actually, the problem isn't running the ammo - it works fine and is superbly accurate. The problem is running the charging handle with a live round in the chamber (e.g. to eject a round and clear the chamber when you're done shooting, but there's still a round in the chamber). The bullets are getting stuck in the chamber, and I have to clear it out by mortaring the rifle - but only lightly. The bullets are actually partially pulling from the case when I have to do this . . . maybe a couple of hundredths. Other factory ammo is fine (albeit, they aren't subsonics - but my own subsonic handloads using Sierra's 220 SMK are fine) I measured the Base to Ogive to be 1.6020. I don't know that it matters, but the Total Cartridge Length is 2.19. I did a search for chamber measurements/freebore and I couldn't find any spec on the actual chamber measurements/freebore that I could make sense of. I found this, but I'm not sure how to read it (my best guess is below the photo): 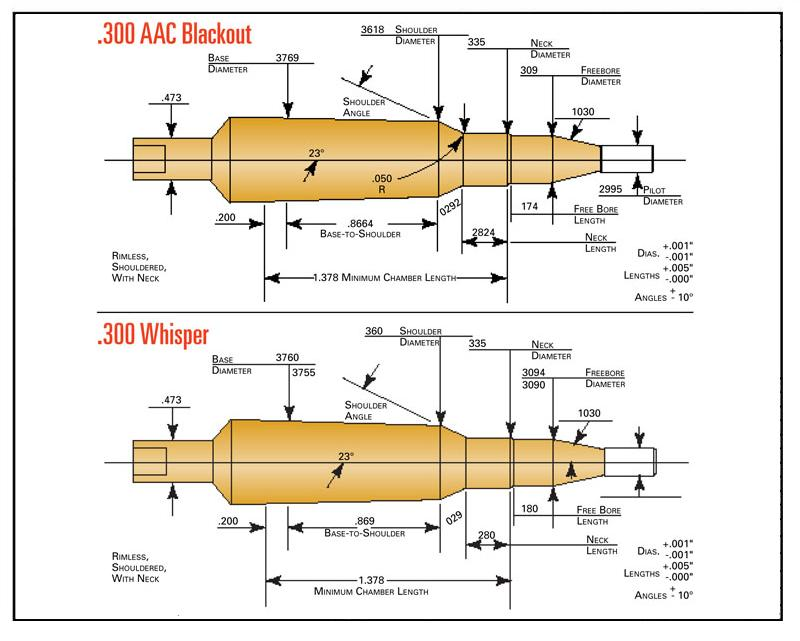 Is the "Base to Ogive" minimum calculated by adding .8664+.0292+.2824+.174? If so, that only gives a BTO allowance of 1.352, and these rounds are way too long. that doesn't seem probable, though. Anyway, thanks in advance to anyone who chooses to respond. |
|
|
|
[#1]
Good find on the specs, and is the problem with the different barrel manufacturers, being not a standardize distant from end of chamber cut, to start of the taper leade cut. Hence standardized reamers begin use for the barrels in the first place, much less the wear to a reamer before its taken out of play.
So lets say that your last of chamber cut for the neck of the round is at the 1.378" distance. Black spec at the start of tapper leade cut at 174, while the Whisper has it at 180 isntead. But in real world, it can be either of these two, or none of the them as well. Then we get into ogive shape of the round and at what point is going to contact the taper section of the lead. So since your hand loading for the barrel at hand, it pretty easy to figure out if your mag OAL is going to be the limiting factor for ammo COAL, or if kiss to leade is going to be instead. Start with the max COAL that you can load 5 test rounds to fit inside the mag, and that can be hand cycled out of the mag without binding issues. Now with the chamber chamber brush scrubbed to remove any reamer burs that may still be at the leade of the chamber from reaming, shotgun the upper open, remove the B/C, drop the round into the chamber with light taps to the back of rim to get the case rim tight again the chamber shoulder, then aim the muzzle upwards and see if the round will free drop out of the chamber (bullet has not embed into the rifling). If it will not free drop, then use a cleaning rod to tap the round out from the muzzle side via the front of the bullet, and you will need to decrease the COAL for that bullet type. Again, different bullet types have different ogive, so there is not one COAL that is going to work for all the different bullet types. As for factory ammo, it's based on the chamber being actual ACC 300blk held dimension, and even the different reamer manufacturers differ on what the lead distance should be to start with, then you have the barrel production control of how close the specs that chamber is reamed next using the different reamers. So to really see this, look at the dimensions of the Cylmer, PTG, and Manson 300blk reamers to start with, and again, if the last of chamber for the end of neck cut is maintained at the 1.378 mark to maintain head spacing (barrel shoulder to face of bolt since this is all that a go-no go head space gauges checks). Next account for not only the how the finish reamer is being used, but the the point on which the finish reamer is taking out of production for too much wear to it as well. To sum it up, what is really needed in the 300blk market, is leade go and no go gauges from the face of the bolt. Hence wispier and blk head space gauges will work in both since bolt face to shoulder distances are the same for the two, but its the leade distance from the face of the bolt that really needs to be maintained for factory ammo isntead. Hence between these two set of gauge, could tell if the chamber is actual ACC 300blk spec'd. |
|
|
|
[#2]
Quoted:
Good find on the specs, and is the problem with the different barrel manufacturers, being not a standardize distant from end of chamber cut, to start of the taper leade cut. Hence standardized reamers begin use for the barrels in the first place, much less the wear to a reamer before its taken out of play. So lets say that your last of chamber cut for the neck of the round is at the 1.378" distance. Black spec at the start of tapper leade cut at 174, while the Whisper has it at 180 isntead. But in real world, it can be either of these two, or none of the them as well. Then we get into ogive shape of the round and at what point is going to contact the taper section of the lead. So since your hand loading for the barrel at hand, it pretty easy to figure out if your mag OAL is going to be the limiting factor for ammo COAL, or if kiss to leade is going to be instead. Start with the max COAL that you can load 5 test rounds to fit inside the mag, and that can be hand cycled out of the mag without binding issues. Now with the chamber chamber brush scrubbed to remove any reamer burs that may still be at the leade of the chamber from reaming, shotgun the upper open, remove the B/C, drop the round into the chamber with light taps to the back of rim to get the case rim tight again the chamber shoulder, then aim the muzzle upwards and see if the round will free drop out of the chamber (bullet has not embed into the rifling). If it will not free drop, then use a cleaning rod to tap the round out from the muzzle side via the front of the bullet, and you will need to decrease the COAL for that bullet type. Again, different bullet types have different ogive, so there is not one COAL that is going to work for all the different bullet types. As for factory ammo, it's based on the chamber being actual ACC 300blk held dimension, and even the different reamer manufacturers differ on what the lead distance should be to start with, then you have the barrel production control of how close the specs that chamber is reamed next using the different reamers. So to really see this, look at the dimensions of the Cylmer, PTG, and Manson 300blk reamers to start with, and again, if the last of chamber for the end of neck cut is maintained at the 1.378 mark to maintain head spacing (barrel shoulder to face of bolt since this is all that a go-no go head space gauges checks). Next account for not only the how the finish reamer is being used, but the the point on which the finish reamer is taking out of production for too much wear to it as well. To sum it up, what is really needed in the 300blk market, is leade go and no go gauges from the face of the bolt. Hence wispier and blk head space gauges will work in both since bolt face to shoulder distances are the same for the two, but its the leade distance from the face of the bolt that really needs to be maintained for factory ammo isntead. Hence between these two set of gauge, could tell if the chamber is actual ACC 300blk spec'd. |
|
|
|
[#3]
Most likely the cartridge headspace is about a half a thousandth too long.
The only way to correct this condition, excepting shooting, is to use a body die that will clear the neck, or a bushing die without a bushing to set the shoulders back about 0.002 inches. Measure the cases from the ammunition that functions well, and then the cases that don't with a comparator. |
|
|
|
[#4]
Quoted:
Most likely the cartridge headspace is about a half a thousandth too long. The only way to correct this condition, excepting shooting, is to use a body die that will clear the neck, or a bushing die without a bushing to set the shoulders back about 0.002 inches. Measure the cases from the ammunition that functions well, and then the cases that don't with a comparator. The OP stated the bullets (projectiles) are getting stuck in the lands. He gave proof of this by noting that any rounds he manages to pull out of the chamber now have their projectile seated longer than they started. OP: You have a couple of choices. 1. Live with not being able to easily eject some types of factory ammo. 2. Measure the distance to the lands using a Stoney Point Tool (not owned by Stoney Point anymore but can't remember who makes them now) and then bump overly long factory bullets back a bit to properly fit the leade in your chamber. 3. Have the throat/leade reamed slightly to allow it to properly fit the longer factory ammo you want to use. Note: This is not the same as reaming the chamber longer. A throating reamer is a completely different tool from a chamber reamer. 4. Don't use the longer seated factory ammo. |
|
|
|
[#5]
Quoted:
Headspace has nothing to do with the issue the OP is experiencing. Headspace is measured from cartridge base to the middle of the shoulder. Headspace is a measure of the length of the chamber. The length of the leade or throat is a separate issue from the chamber. The OP stated the bullets (projectiles) are getting stuck in the lands. He gave proof of this by noting that any rounds he manages to pull out of the chamber now have their projectile seated longer than they started. OP: You have a couple of choices. 1. Live with not being able to easily eject some types of factory ammo. 2. Measure the distance to the lands using a Stoney Point Tool (not owned by Stoney Point anymore but can't remember who makes them now) and then bump overly long factory bullets back a bit to properly fit the leade in your chamber. 3. Have the throat/leade reamed slightly to allow it to properly fit the longer factory ammo you want to use. Note: This is not the same as reaming the chamber longer. A throating reamer is a completely different tool from a chamber reamer. 4. Don't use the longer seated factory ammo. |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.








