


AR Sponsor

Posted: 4/27/2015 4:28:26 PM EDT
| Hi all, I'm new to the forum but was an armorer in the Army 30 years ago so I'm not new to the AR platform. Does anyone have the drawings or dimensions for go and no-go headspace gauges for 300 BLK? I'd like to make my own and save $70. I posted this already in the Basics Forum but only learned that I don't need to check it. I already know that I probably don't need to but would like to none the less. |
|
Quoted:
No, just case and chamber dimensions. I asked the same question on the 300 BlkTalk forum but haven't heard anything yet. Quoted:
Quoted:
Go to the SAAMI homepage and look around. I'm sure they have all that listed there. Greg No, just case and chamber dimensions. I asked the same question on the 300 BlkTalk forum but haven't heard anything yet. Here you go. Straight from SAAMI's site. I just did a quick search. I've got a new BHW barrel ordered so will be looking at it more in the future just so I can be familiar with it. http://www.saami.org/pubresources/cc_drawings/Rifle/300%20AAC%20Blackout.pdf Greg |

|
Quoted:
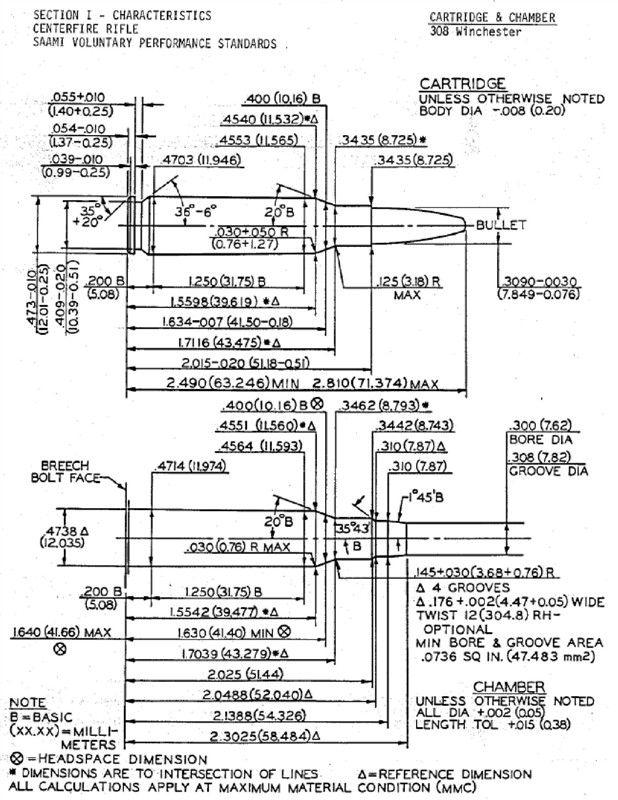
From the case dimensions, you should be able to make a set of GO and NOGO gauges. Here is a comparison of gauges and case for .308: http://media10.dropshots.com/photos/493614/20120802/205420.jpg http://i1052.photobucket.com/albums/s442/f67stang2/b_194151_zpsee88b8a7.jpg Quoted:
Quoted:
Those are case and chamber dimensions. I need gauge dimensions. From the case dimensions, you should be able to make a set of GO and NOGO gauges. Here is a comparison of gauges and case for .308: http://media10.dropshots.com/photos/493614/20120802/205420.jpg http://i1052.photobucket.com/albums/s442/f67stang2/b_194151_zpsee88b8a7.jpg Thanks for the help. The tolerances are much tighter on the gauge than the chamber and cartridge, which I wasn't expecting. I'm back to purchasing them if I must have them. They should be ground instead of turned for the diameter tolerances of +/- .000I with a taper. If there wasn't a taper I could turn them here at work. |
|
Quoted:
Free unless you count the time involved. Quoted:
Quoted:
Even if you had the capability to grind to a ten thousandths, could you make one for less than $40 - $50? A fun project but I doubt cost effective. Free unless you count the time involved. If you're not used to holding 1/10,000 tolerances, you could be talking about a LOT of time. |
| I'm a dimensional inspector at a 30k Sq ft aerospace machine shop. AS9100 and ISO 9001 certified and FFL licensed manufacture. I can measure just about anything with repeatability of .00004 or 40 millionths/1 micron. If we were set up for grinding, which we're not, I would have a friend do the machine work. We trade my reverse engineering for their machining capabilities. I do a little machining but not that tight. |
AR Sponsor