|
[#1]
dont chuck it up and trim the tool.
use the grease. i just dont see why anyone would loctite a barrel. like you will NEVER change it.... |
|
|
|
[#2]
I have a PTG lapping tool. I am not saying they don't work. I have been skeptical. We have redone a couple uppers. One required noticeable service to "square" up. We have not yet realized and gains in accuracy. The parts we are using are quality parts and had pretty decent accuracy to start with. They are name brand parts not the on sale blem stuff or generic no name parts. The jury is still out but we have done more than just haphazard accuracy test. More info if we go further with the whole disassembly-reassembly route.
What I will say is we are not measuring super high precision barrels so far. These are FN, DD. So the potential exists that it may be more noticeable in the high end precision stuff. Only measured to 100 yds. We all like different things. And its your money. ALSO: I would be using moly grease. I do not and will not use loctite on the barrel extension. Other do and have. Again we all like different things. I see know advantage. I have already had one person previously in another thread tell me how wrong I am about loctite. To which I say, I still do not believe there is any actual net gain from loctiting a barrel. Moly for the win. |
|
|
|
[#3]
I agreed. The barrel nut will hold everything together. There is NO need for Loctite, in my eyes, around the barrel extension where it is installed in the upper. As long as the barrel nut it tight it will stay in place. That loctite 620 is for use when there isn't something to lock it into place.
The only time I have ever used loctite is on KAC rails because that is what they call for. And it is just around the barrel nut threads and not the barrel extension itself. |
|
|
|
[#4]
I don't see you turning it down a thou total. You could sand it down with it chucked in the lathe. You'd probably screw it up worse because it'd have to be indicated dead nuts square to cut it square. Your touch off just getting the tool dialed in will likely take too much.
Put some grease, loctite, whatever in there. It'll be fine. |
|
|
|
[#5]
I'm a big fan of tight tolerances leading to increased accuracy. Then don't go removing material from parts that already fit together. |
|
|
|
[#6]
LocTite is NOT for barrel nuts. Use an appropriate grease (I use AeroShell 33MS, but there are others) on the nut and upper threads. Corrosion isn't the problem with steel-on-aluminum, it's a situation where the two metals essentially stick together because of heat cycling. Once the barrel is installed in the upper and the barrel nut is properly tightened, you won't need to worry about corrosion between the steel and aluminum if you use any reasonable sort of grease.
|
|
|
|
[#7]
For those contemplating lapping, here's another view on it from 2A Armament:
http://www.ar15.com/forums/t_2_493/269790_.html&page=1&anc=2739750#i2739750 In the case of their uppers, they believe the lapping tools will actually damage the alignment of the barrel. "If the lapping tool can fit down the bore, it means that it's sitting inside that bore at an angle. even if it's a thousandth out on that bore, it will translate to a thousandth or more! out of square at the face of that receiver. You could be doing damage by lapping that face. EDIT: After looking at these tools on line, I am going to go ahead and say that they are in fact TAKING THE FACE OUT OF SQUARE of the bore! The bore dimension for the extension is tighter than the dimension on the carrier bore. If you look at these tools, the pilot is inserted, and skips past the tightly held extension bore, and goes into the looser dimensioned carrier bore. So as this tool falls into the carrier bore, it is forcing the laping face out of square with the extension bore. " |
|
|
|
[#8]
Quoted:
For those contemplating lapping, here's another view on it from 2A Armament: http://www.ar15.com/forums/t_2_493/269790_.html&page=1&anc=2739750#i2739750 In the case of their uppers, they believe the lapping tools will actually damage the alignment of the barrel. "If the lapping tool can fit down the bore, it means that it's sitting inside that bore at an angle. even if it's a thousandth out on that bore, it will translate to a thousandth or more! out of square at the face of that receiver. You could be doing damage by lapping that face. EDIT: After looking at these tools on line, I am going to go ahead and say that they are in fact TAKING THE FACE OUT OF SQUARE of the bore! The bore dimension for the extension is tighter than the dimension on the carrier bore. If you look at these tools, the pilot is inserted, and skips past the tightly held extension bore, and goes into the looser dimensioned carrier bore. So as this tool falls into the carrier bore, it is forcing the laping face out of square with the extension bore. " From what I am reading about what he says is that the tool is made for the bore of the carrier and NOT the extension. This is not true. The outside diameter of the tool is to fit inside the extension bore and not the carrier bore. On the "tighter fit" uppers you can notice where the extension bore is less than that of the carrier bore. So, In theory, as long as the tool is made for the bore of the extension and not that of the carrier then it will square up off of the extension bore and not the carrier bore. If the carrier bore and the extension bore are one in the same then you will still square off of the extension bore. The only time it would be an issues was if the carrier bore is less than that of the extension bore and that simply is not the case. |
|
|
|
[#9]
I'm curious.... if as you say they index on the extension bore, why are the tools so long? The two I've seen go all the way into the BC area.
Here's the one from Brownells (made by PTG?). Maybe I'm missing something, but this seems to ONLY index in the BC area. It's necked down in the extension area. 
And from Wheeler. Same comment. 
|
|
|
|
[#10]
What's the dimensions called out for the BCG area and the barrel extension area? If the barrel extension has to be held to a tighter tolerance than the rest, is the BCG area smaller or larger?
|
|
|
|
[#11]
I have read somewhere, can't remember where, that Gene Clark (USAMU armorer) has stated that the squaring/lapping of the receiver front provides no tangible gains.
|
|
|
|
[#12]
Quoted:
What's the dimensions called out for the BCG area and the barrel extension area? If the barrel extension has to be held to a tighter tolerance than the rest, is the BCG area smaller or larger? Like I have stated before. I have two uppers apart right now. One you can see that the carrier bore and barrel extension bore appear to be the same. On the other you can see where the extension bore appears to be smaller(tighter) that the carrier bore. You can actually catch a finger nail on it. |
|
|
|
[#13]
Quoted:
I have read somewhere, can't remember where, that Gene Clark (USAMU armorer) has stated that the squaring/lapping of the receiver front provides no tangible gains. My thinking is that unless you can insure the upper receiver mating surface is square AND where it mates off the barrel, then you will never have it perfectly true. It is impossible to true up the barrel extension itself unless you remove the index pin and insure that the bore is properly aligned. This, in my eyes, would be the only possible way to ensure everything is true. My train of though, as jacked up as it may be, is that if you can make the upper true then why not. Anodizing is not a perfect science and some spots may get a few more thousands that others. By making sure it is true and square you can't be hurting anything. |
|
|
|
[#14]
Quoted:
I'm curious.... if as you say they index on the extension bore, why are the tools so long? The two I've seen go all the way into the BC area. Here's the one from Brownells (made by PTG?). Maybe I'm missing something, but this seems to ONLY index in the BC area. It's necked down in the extension area. https://images.duckduckgo.com/iu/?u=http%3A%2F%2Fwww.brownells.com%2Fuserdocs%2Fproducts%2Fp_080000182_1.jpg&f=1 And from Wheeler. Same comment. https://images.duckduckgo.com/iu/?u=https%3A%2F%2Ffsreloading.com%2Fimages%2FT%2Ft-7713.jpg&f=1 From PTG Website. Use this lapping tool in a 3/8" electric drill to square the upper receiver face of an AR-15. This will improve the mating between the barrel and receiver & needs to be used with lapping compound. The pilot will also fit into the bolt carrier tunnel to keep perfect alignment throughout the receiver for improved accuracy. Use in 3/8" electric drill to square upper receiver face Pilot fits in bolt carrier tunnel Use with lapping compound 8 1/4" OAL MTL: Steel My Email to them: To Whom It May Concern, I have a few questions about your upper receiver lapping tool. 1. Some manufactures classify their uppers are tight fit upper. Will the tool work with these uppers? They seem to be slightly smaller in bore diameter than the BCG bore. 2. When truing up the upper receiver, wouldn't you want to go square off of the barrel extension bore and not the bolt carrier group bore? Your tool seems to be recessed where the barrel extension would go. Is there a reason for this? In All honesty. I might just go get some brass rod and turn it down in the lathe to fit the bore of the barrel extension. The more and more I think about it, this seems the only way to go. |
|
|
|
[#15]
Like I have stated before. I have two uppers apart right now. One you can see that the carrier bore and barrel extension bore appear to be the same. On the other you can see where the extension bore appears to be smaller(tighter) that the carrier bore. You can actually catch a finger nail on it. Sounds more like a mistake, as upper bores are typically done by through-reaming. In All honesty. I might just go get some brass rod and turn it down in the lathe to fit the bore of the barrel extension. The more and more I think about it, this seems the only way to go. If you bought a "tight fit" upper, why would you want to loosen it? unless the barrel doesn't fit. And I've said it in other threads, but it bears repeating: You're liable to do more harm than good trying to square the receiver face with a hand drill and one of these tools. Unless you can indicate it properly and mill it in a rigid fixture or vise, best leave it be. |
|
|
|
[#16]
Quoted:
In All honesty. I might just go get some brass rod and turn it down in the lathe to fit the bore of the barrel extension. The more and more I think about it, this seems the only way to go. What do you think happens when excess lapping compound gets in the area where the barrel extension rides and your using that area as a pilot? Your going to open up the hole. That's why those tools are cut back in that area so your not lapping that area. Using a soft material will also allow thelapping compound to wear the tool down. |
|
|
|
[#17]
Being an engineer and machinist I see all sorts of problems with that lapping tool. One could design and build a tool to properly align and index off the bore and truly square the face of the receiver. The only problem with it would be that no one would want to pay for it!
The odds of your face being misaligned with the bore on a quality upper are very small. And if it is, send it back. |
|
|
|
[#18]
Quoted:
What do you think happens when excess lapping compound gets in the area where the barrel extension rides and your using that area as a pilot? Your going to open up the hole. That's why those tools are cut back in that area so your not lapping that area. Using a soft material will also allow thelapping compound to wear the tool down. Quoted:
Quoted:
In All honesty. I might just go get some brass rod and turn it down in the lathe to fit the bore of the barrel extension. The more and more I think about it, this seems the only way to go. What do you think happens when excess lapping compound gets in the area where the barrel extension rides and your using that area as a pilot? Your going to open up the hole. That's why those tools are cut back in that area so your not lapping that area. Using a soft material will also allow thelapping compound to wear the tool down. They emailed me back and told me basically what you said. The tool centers off the carrier bore and trues the front of the receiver off of that. Obviously you do not want to take away material from the barrel extension area of the upper. |
|
|
|
[#19]
Quoted:
Like I have stated before. I have two uppers apart right now. One you can see that the carrier bore and barrel extension bore appear to be the same. On the other you can see where the extension bore appears to be smaller(tighter) that the carrier bore. You can actually catch a finger nail on it. Quoted:
Quoted:
What's the dimensions called out for the BCG area and the barrel extension area? If the barrel extension has to be held to a tighter tolerance than the rest, is the BCG area smaller or larger? Like I have stated before. I have two uppers apart right now. One you can see that the carrier bore and barrel extension bore appear to be the same. On the other you can see where the extension bore appears to be smaller(tighter) that the carrier bore. You can actually catch a finger nail on it. So the theory that it could index on the looser tolerance is out the window. I'd be curious to see how square the tool actually is. Not curious enough to buy one 
|
|
|
|
[#20]
Quoted:
What do you think happens when excess lapping compound gets in the area where the barrel extension rides and your using that area as a pilot? Your going to open up the hole. That's why those tools are cut back in that area so your not lapping that area. Using a soft material will also allow thelapping compound to wear the tool down. Quoted:
Quoted:
In All honesty. I might just go get some brass rod and turn it down in the lathe to fit the bore of the barrel extension. The more and more I think about it, this seems the only way to go. What do you think happens when excess lapping compound gets in the area where the barrel extension rides and your using that area as a pilot? Your going to open up the hole. That's why those tools are cut back in that area so your not lapping that area. Using a soft material will also allow thelapping compound to wear the tool down. The tool is HEAVILY relieved between the face lapping surface and the pilot that is supposed to run inside the carrier's bore. Getting excess lapping compound anywhere means you're using WAY too much, and if it gets inside the threaded area of the upper, no part of the tool will in any way press the compound against anything. Every CAD and blueprint I can find for the AR's upper (check ARFCOM's documents linked from the front page) shows the ENTIRE upper is bored at 1.000 ±.002". Straight through, no "extension area" difference whatsoever. The barrel extension is spec'd at 0.9987" -.0007. It's supposed to have a tiny bit of slip fit (roughly 0.0012" in DIAMETER). The flange is supposed to be true and square, as is the face of the upper. |
|
|
|
[#21]
Quoted:
The tool is HEAVILY relieved between the face lapping surface and the pilot that is supposed to run inside the carrier's bore. Getting excess lapping compound anywhere means you're using WAY too much, and if it gets inside the threaded area of the upper, no part of the tool will in any way press the compound against anything. Every CAD and blueprint I can find for the AR's upper (check ARFCOM's documents linked from the front page) shows the ENTIRE upper is bored at 1.000 ±.002". Straight through, no "extension area" difference whatsoever. The barrel extension is spec'd at 0.9987" -.0007. It's supposed to have a tiny bit of slip fit (roughly 0.0012" in DIAMETER). The flange is supposed to be true and square, as is the face of the upper. Quoted:
Quoted:
Quoted:
In All honesty. I might just go get some brass rod and turn it down in the lathe to fit the bore of the barrel extension. The more and more I think about it, this seems the only way to go. What do you think happens when excess lapping compound gets in the area where the barrel extension rides and your using that area as a pilot? Your going to open up the hole. That's why those tools are cut back in that area so your not lapping that area. Using a soft material will also allow thelapping compound to wear the tool down. The tool is HEAVILY relieved between the face lapping surface and the pilot that is supposed to run inside the carrier's bore. Getting excess lapping compound anywhere means you're using WAY too much, and if it gets inside the threaded area of the upper, no part of the tool will in any way press the compound against anything. Every CAD and blueprint I can find for the AR's upper (check ARFCOM's documents linked from the front page) shows the ENTIRE upper is bored at 1.000 ±.002". Straight through, no "extension area" difference whatsoever. The barrel extension is spec'd at 0.9987" -.0007. It's supposed to have a tiny bit of slip fit (roughly 0.0012" in DIAMETER). The flange is supposed to be true and square, as is the face of the upper. How does a manufacture classify their uppers as a tight fit upper then? What makes it that? Is this before or after anodizing? |
|
|
|
[#22]
Quoted:
How does a manufacture classify their uppers as a tight fit upper then? What makes it that? Is this before or after anodizing? If someone classifies their uppers as a tight fit, then they're not milling them to spec. I'd contact the particular manufacturer you're interested in to see what they consider a "tight fit." |
|
|
|
[#23]
Quoted:
If someone classifies their uppers as a tight fit, then they're not milling them to spec. I'd contact the particular manufacturer you're interested in to see what they consider a "tight fit." Quoted:
Quoted:
How does a manufacture classify their uppers as a tight fit upper then? What makes it that? Is this before or after anodizing? If someone classifies their uppers as a tight fit, then they're not milling them to spec. I'd contact the particular manufacturer you're interested in to see what they consider a "tight fit." .998 is going to be tight on most any barrel extension I've seen. The difference between it being snug and not going without force is a couple ten thousandths of an inch. So if the mentioned 1.000 +- .002 is true then they very well could be in spec on the upper. |
|
|
|
[#24]
Quoted:
Guys, I tend to get bored and I am constantly on the hunt for new tools and equipment to use. I recently stumbled upon the Pacific Tool and Gauge(PTG) Upper Receiver Lapping tool. Needless to say I ordered it. I know someone out there is going to ask me why I am doing this and/or tell me that it doesn't need to be done but from my perspective it can't hurt. I'm a big fan of tight tolerances leading to increased accuracy. I have a few question for those of you out there that have used it. I have heard is is tight in some upper like MEGA and BCM that have the tight fit barrel spec on them that "help accuracy." I am assuming that they might just be .001" tighter than our standard MILSPEC upper. Since mostly all of my uppers are either MEGA or BCM I will just chuck this bad boy up in the lathe and turn it down just a tad. Does anyone see any issues in doing this? Also, to my understanding, raw aluminum and steel don't like to be touching each other. They tend to corrode. I have seen some people are using Loctite 620 when installing the barrel to the upper. This makes some sense to me but not a whole lot. I would think that after you used the Loctite 620 you would have a hell of a time getting the barrel back out of the upper if you ever needed to. I use the Shell Aero grease on the threads for the barrel nut. Do you think this would be enough protection between the lapped upper and barrel to prevent corrosion? Any input from anyone who used this setup or one similar would be greatly appreciated. As for your question about aluminum and steel touching, not to worry, they will not corrode in this application. Skip the Loctite unless the barrel extension is very loose inside the receiver. Should it be necessary, use blue type only and apply to the outside diameter of the barrel extension. In every case, do apply the grease to both sets of threads and to the collar on the extension that butts up against the lapped section of the receiver. good luck - CW |
|
|
|
[#25]
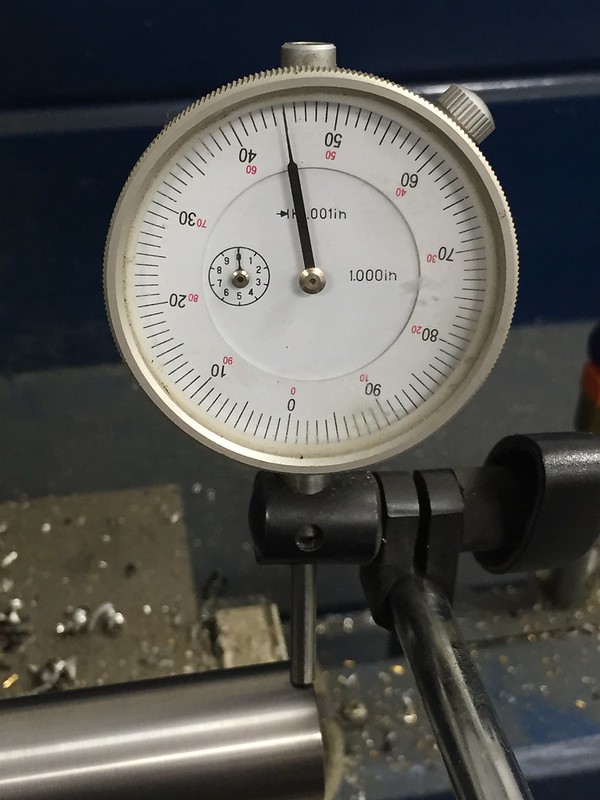
For those of you questioning how true and square the tool is here is your answer. On a crappy Dial Indicator I measured MAX .001(Probably .0008). It wasn't quite .001" I took the best pix I could.

|
|
|
|
[#26]
What are you measuring? That doesn't tell you anything about squareness, does it?
|
|
|
|
[#27]
For those of you questioning how true and square the tool is here is your answer. On a crappy Dial Indicator I measured MAX .001(Probably .0008). It wasn't quite .001" I took the best pix I could. It's not a matter of the tool being true. I could make the same thing, be within a couple tenths on my Hardinge, and you'd still be able to fuck up a receiver with it. |
|
|
|
[#28]
I could buy a tool and have my CMM guy check it on our Zeiss. It'd tell you how round and square everything is down to way to many zeros. But then I'd have to waste money. You're talking +-.002 on the receiver bore. That means your lapping tool needs to be .997 at max just so they know it will fit in any bore. Also, who knows how square the shoulders are. And then you chuck it up in a hand drill... because that's more precise than the CNC that made the receiver. Yes you can have some that are off. Mistakes happen. But you and your hand drill are more likely to screw something up
|
|
|
|
[#29]
Quoted:
I could buy a tool and have my CMM guy check it on our Zeiss. It'd tell you how round and square everything is down to way to many zeros. But then I'd have to waste money. You're talking +-.002 on the receiver bore. That means your lapping tool needs to be .997 at max just so they know it will fit in any bore. Also, who knows how square the shoulders are. And then you chuck it up in a hand drill... because that's more precise than the CNC that made the receiver. Yes you can have some that are off. Mistakes happen. But you and your hand drill are more likely to screw something up Bear in mind, the objective is to have the front edge of the receiver as flat and square to the bore of the upper receiver as possible, so the barrel has a nice firm seat and the two parts are aligned with each other as much as possible. - CW |
|
|
|
[#30]
Quoted:
The shoulder that counts is the one that bears against the receiver's edge and applies the grinding compound. That surface on my Wheeler tool at the start had way too many tool marks for my taste. Not to worry though, the grinding action is circular and by the time I had flattened the forward edges of two receivers, the cutting surface on the tool was mirror smooth and bright. I also noticed that when the drill motor was turned at relatively slow speed, I got an unacceptable amount of wobble. Once I turned up the speed, though, it smoothed out and did a good job. Bear in mind, the objective is to have the front edge of the receiver as flat and square to the bore of the upper receiver as possible, so the barrel has a nice firm seat and the two parts are aligned with each other as much as possible. - CW Quoted:
Quoted:
I could buy a tool and have my CMM guy check it on our Zeiss. It'd tell you how round and square everything is down to way to many zeros. But then I'd have to waste money. You're talking +-.002 on the receiver bore. That means your lapping tool needs to be .997 at max just so they know it will fit in any bore. Also, who knows how square the shoulders are. And then you chuck it up in a hand drill... because that's more precise than the CNC that made the receiver. Yes you can have some that are off. Mistakes happen. But you and your hand drill are more likely to screw something up Bear in mind, the objective is to have the front edge of the receiver as flat and square to the bore of the upper receiver as possible, so the barrel has a nice firm seat and the two parts are aligned with each other as much as possible. - CW If the lapping tool is loose in the bore at all (which it needs to be to spin) you're going to end up holding the tool at an angle to the bore. Now if the tool is .001 under that part is going to be a non issue but you have a .004" tolerance on the upper bore. That means when they machine that lapping tool they need to ensure it will fit in all receivers and they will also have a tolerance zone they can be in. That shoulder that you are talking about may or may not be square to the rest if the tool. Worn tooling which can leave the rough finish you talked about and also a taper, it could even push the part and not turn the shoulder perpendicular to the center point. There's a lot of variables. Then you chuck this tool up in a drill and think you're making a square shoulder... not happening for most. Now when a CNC mill or lathe cuts a receiver its facing the front shoulder off and then drilling/boring that hole all the way through. All while holding the part at the same angle. Yes you can have the drill push the part in the fixturing and cause it to be a funny slightly off angle. Not going to happen very often. If you want to lap your receiver, by all means go ahead. |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.








