|
[#1]
Almost everything I learned in welding classes at Tech School/community college /trade school...whatever.u wanna call it was thrown out the door in my couple years at the Fab shop I worked at..
U learn to weld a foot in class and in reality like 3 ft was the minimum on big plates at the Fab shop. We built holding tanks for plants and businesses etc.. Learned a lot... Did some submerged arc(think it was called) Mostly flux core mig...some stainless.... Tigged a little. Some things had to be x-rayed. I was interested in that(x-ray )..we'd work days...the X-ray guys would come in when we were leaving..and I'd come in the next day and ask my foreman how I did...small.spot in this one or they'd all pass or whatever... I wondered how much those x-ray techs made...plus a lot cleaner job etc... When I quit I was making maybe a dollar more than a guy that had been there like 10 yrs..and I'd been there like 5... I figured out real fast I didnt wanna work there for the rest of my life.. Lotta drugged out people...guys that barely graduated etc.. But wouldnt trade the experience I got. It's crazy the way it's blown up on social media..(Instagram) etc.. Good for u OP. Keep it up. |
|
|
|
[#2]

Great thread OP. Cool to see you going from zero to hero. I wish we had digital cameras when I went to trade school, but that was in the early 80's. Pipe welding and Tig is where its at. Walking the cup always worked best for me but some don't ever do it. Keep up the good work and determination. |
|
|
|
[#3]
Quoted:
Almost everything I learned in welding classes at Tech School/community college /trade school...whatever.u wanna call it was thrown out the door in my couple years at the Fab shop I worked at.. U learn to weld a foot in class and in reality like 3 ft was the minimum on big plates at the Fab shop. We built holding tanks for plants and businesses etc.. Learned a lot... Did some submerged arc(think it was called) Mostly flux core mig...some stainless.... Tigged a little. Some things had to be x-rayed. I was interested in that(x-ray )..we'd work days...the X-ray guys would come in when we were leaving..and I'd come in the next day and ask my foreman how I did...small.spot in this one or they'd all pass or whatever... I wondered how much those x-ray techs made...plus a lot cleaner job etc... When I quit I was making maybe a dollar more than a guy that had been there like 10 yrs..and I'd been there like 5... I figured out real fast I didnt wanna work there for the rest of my life.. Lotta drugged out people...guys that barely graduated etc.. But wouldnt trade the experience I got. It's crazy the way it's blown up on social media..(Instagram) etc.. Good for u OP. Keep it up. I'm decent at stick, and could probably find something that involves that but the pay is not great. I'm interested in TIG and MIG but its a little to early to tell if I am actually going to be good at TIG. I am interested in eventually furthering my education and getting into something like welding inspecting, as I don't think I want to spend 20 years under a hood. But I think its going to be necessary to get at least a couple years of actual welding job experience before I will look into that Quoted:
Great thread OP. Cool to see you going from zero to hero. I wish we had digital cameras when I went to trade school, but that was in the early 80's. Pipe welding and Tig is where its at. Walking the cup always worked best for me but some don't ever do it. Keep up the good work and determination. 
I gotta say though, I do know what you mean about camera's. I still remember when my techy brother helped my parent's and their business partners pick out a camera for work. We went to Circuit City and he picked out a 2mp digital camera that cost close to a thousand. Everyone was blown away, and just couldn't believe how clear the picture was, and how incredible it was that you could see the pic right there on the camera. It's been really great to have to document the whole process, and show what really goes into a tradeschool. I hope it's been helpful to at least one person, who may have been sitting on the fence, trying to decide if they wanted to go. I got my grades in from the last class. Got another A, and the 4.0 GPA continues. And I am going to upload this, to show you guys what it was like for me before. I went to the same Community College back in 2008 right out of HS. And I sucked at it. This shows you that not everyone learns the same way, and just because you were not good in a regular class setting, it does not mean that you still can't get a job that pays well. Red block is the welding classes. Everything else was my attempt at getting a business degree (and other random electives. Children's Lit was a trip. I thought it was an easy A, basically reading children's books. Turns out it was an in-depth study of authors and deeper meaning behind the books. Hated every minute of that one.) |
|
|
|
[#4]
So I am officially in, paid for the class today.
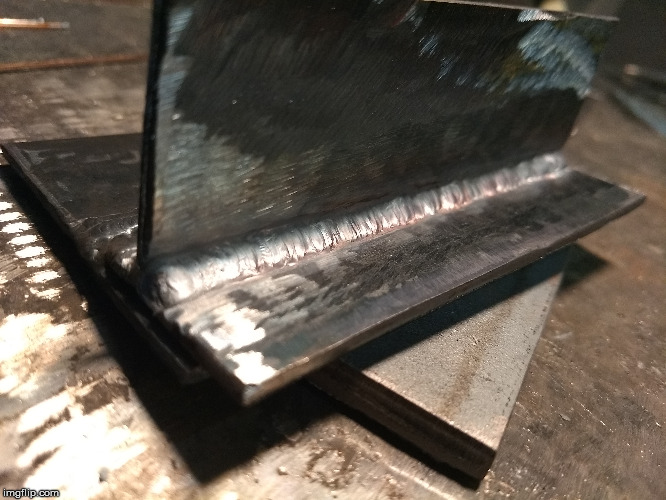
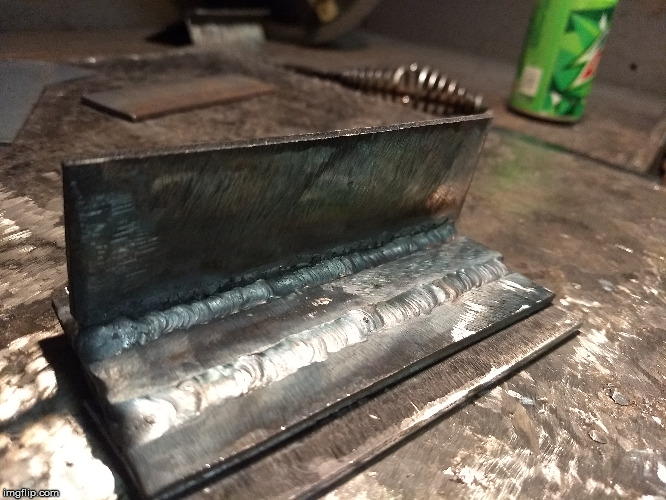
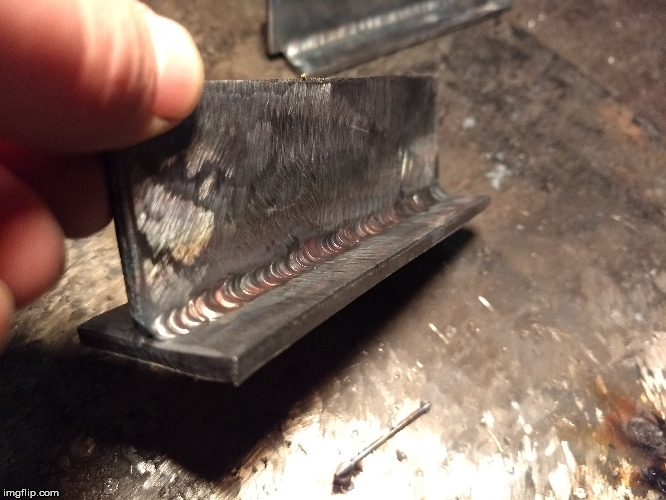
Today we worked on cladding. I started watching some videos on TIG, trying to get a better understanding of exactly what I'm supposed to be doing. I started off with an attempt at "walking the cup". Only problem was, even after watching the video I was a bit nervous about actually letting the cup touch the plate, so I just held above it and focused on keeping the torch steady. I also tried to listen to the advice given, and focus on the puddle and what I'm doing with it and not what was ahead or behind me. First weld up was a butt, to get the plates ready for cladding. 

Then I cladded it up. 


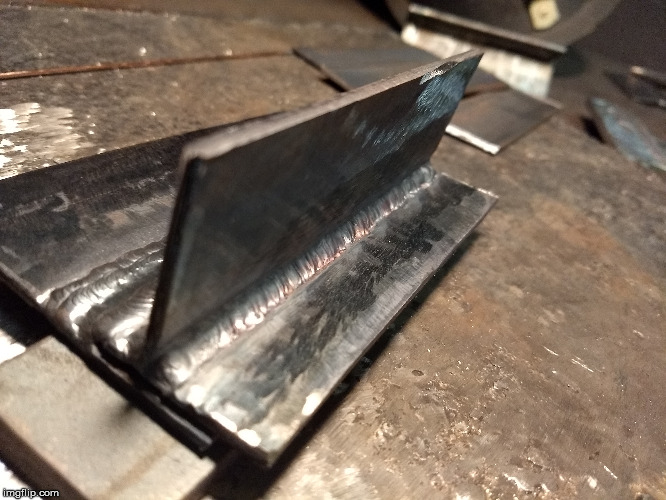
Then I started trying some T joints. Most people were leaving so I only did a couple. First attempt. The problem I was having was mainly feeding the filler. I wasn't adding enough 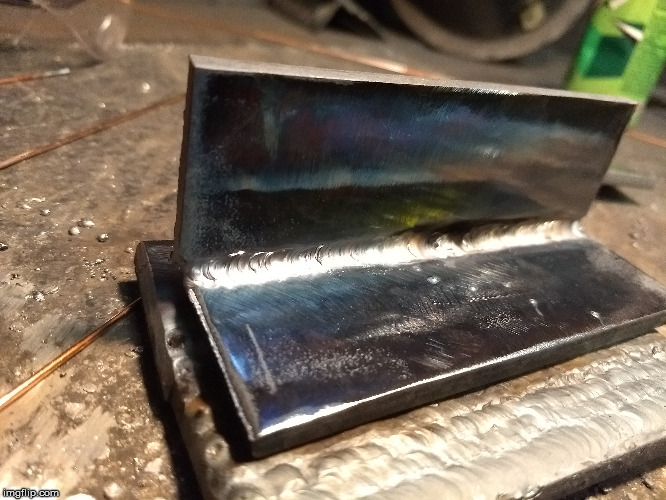
I tried an outside corner, but with the size filler and the plate size it was hard to fill it all the way up. 

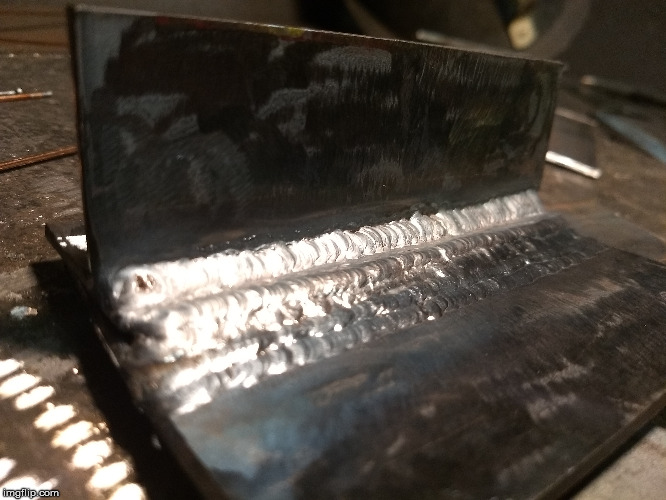
Then I was showing my teacher my problem with feeding, and he explained that I had the pedal on the setting where it acts like a gas pedal and increases amps as you press it, and he wanted us to start on the basic on/off function where the amps are set. I got it backwards, and after switching it to the simple version I noticed a big difference. We'll switch to the other way further into class, but for now I need the easy version. I did the inside before calling it a night. 
|
|
|
|
[#5]
Did some simple joints tonight, we did switch to thinner metals which wasn't too bad. Getting better at not buggering up my tungsten on every other pass. Overall just trying out some different joints and trying to get into a rhythm. Still having some problems feeding it consistently, not really great at using my fingers to slide the filler rod so I'm having to restart a lot more then I probably should be.
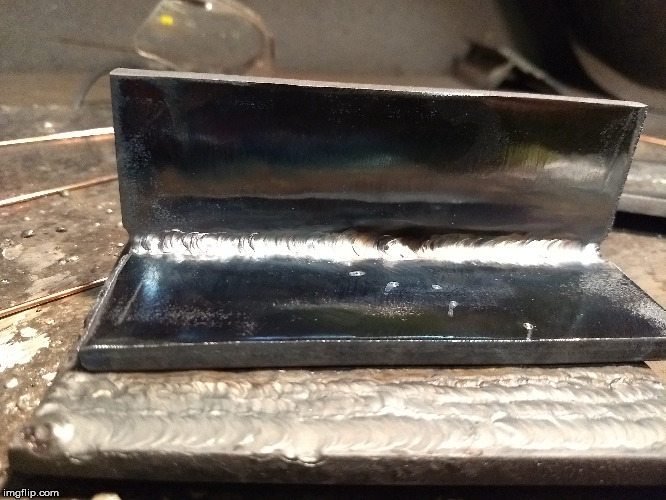
First weld of the night, butt joint. 
Moving on to a lap. On quarter inch it's really hard for me to fill it all the way, not as bad on the thinner metal. 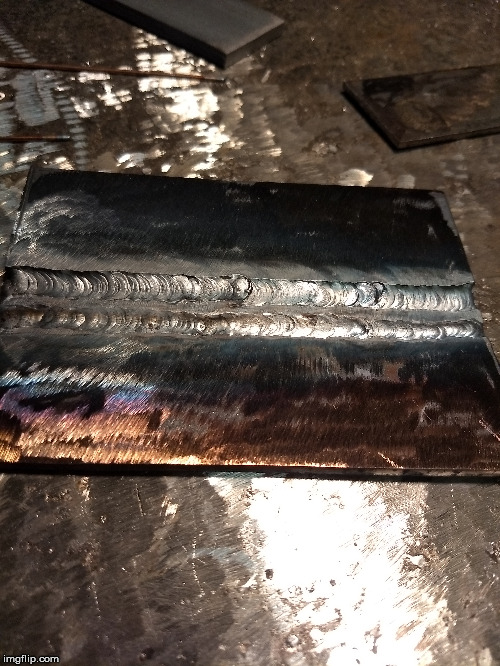
Butt, lap, and tee 
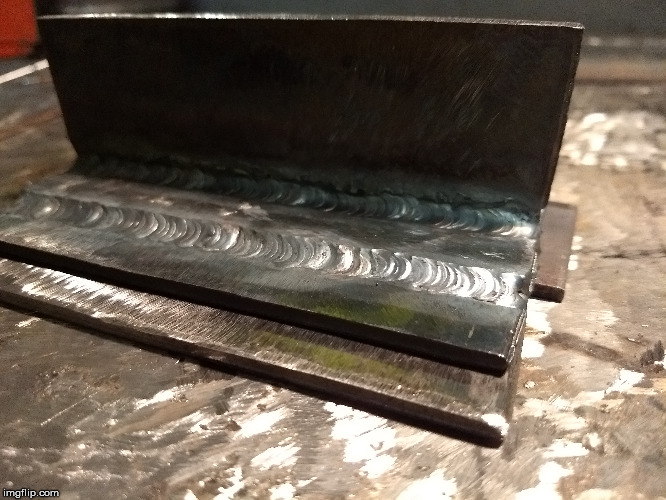
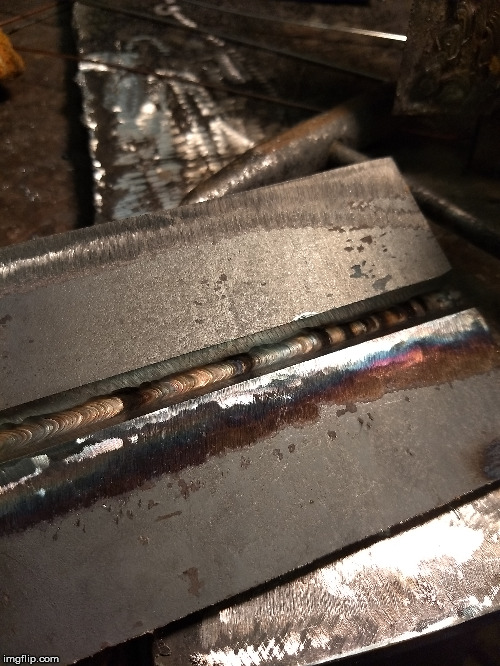
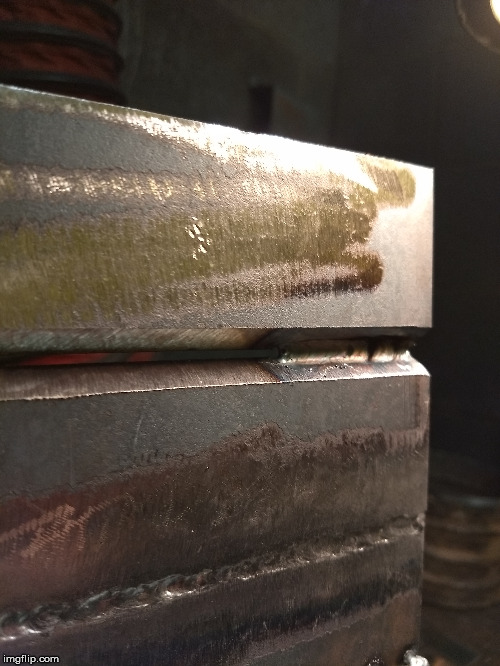
Started a new one on thinner metal. Decided to do a multipass on the lap 

So what this is, is a multipass building it into a wedge shape. Then a multipass on the T (our lab assignment) 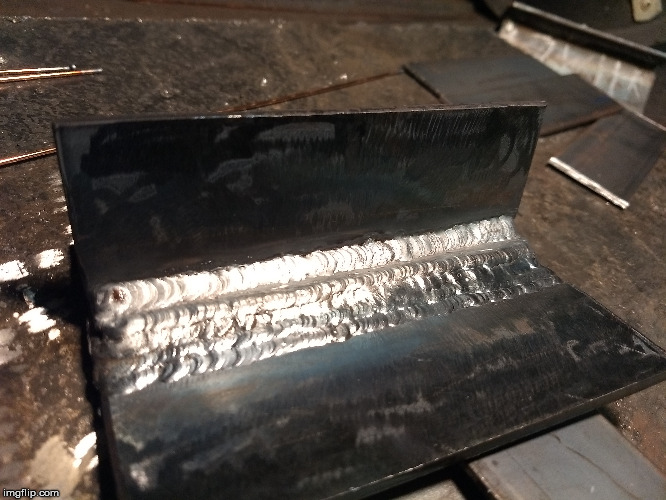
Other side of the T. He wanted a single pass on this side 
|
|
|
|
[#6]
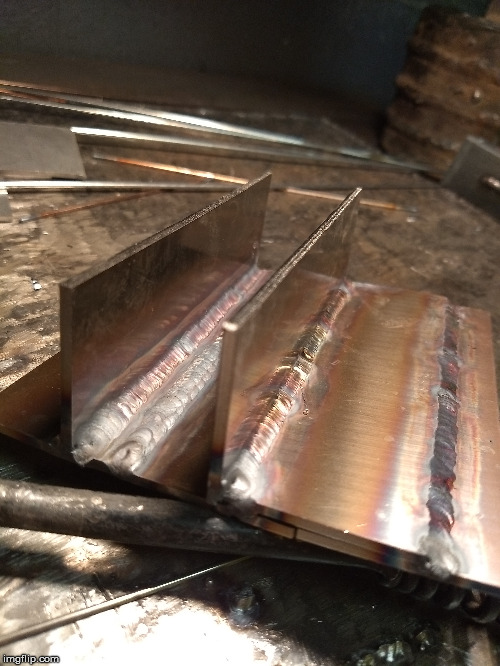
When we spoke I told you I'm trying to teach myself Tig. Here's a couple pics of my attempts to run beads on the edges of 1/8" aluminum plate that we spoke about.
They're nothing to write home about, but much better than my first attempts. They looked a lot like boogers!  
|
|
|
|
[#7]
Quoted:
When we spoke I told you I'm trying to teach myself Tig. Here's a couple pics of my attempts to run beads on the edges of 1/8" aluminum plate that we spoke about. They're nothing to write home about, but much better than my first attempts. They looked a lot like boogers! https://www.AR15.Com/media/mediaFiles/162367/3-30-19_JPG-897216.jpghttps://www.AR15.Com/media/mediaFiles/162367/Edge_bead_-__125_Alum_JPG-897217.jpg After I pmed with you, I actually went and watched this myself out of curiosity. It had some really helpful tips for any of you guys who are trying to get into welding non ferrous metals. I'm a big fan of Hjalmar Aguilo, because of how well he explains everything. And Bob is someone whose videos we actually have watched in class several times. Great resource.  TIG Welding Aluminum Basics |
|
|
|
[#8]
And for last night's class. Just going over more of the basic joints and getting used to the flow of things still. I did ask exactly what we will be covering this class mainly because I am interested in testing on TIG and in particular stainless and aluminum. So we are going to be doing all position's, open root, and aluminum and stainless for sure, and we're also going to cover some pipe welding with tig if the class progresses enough.
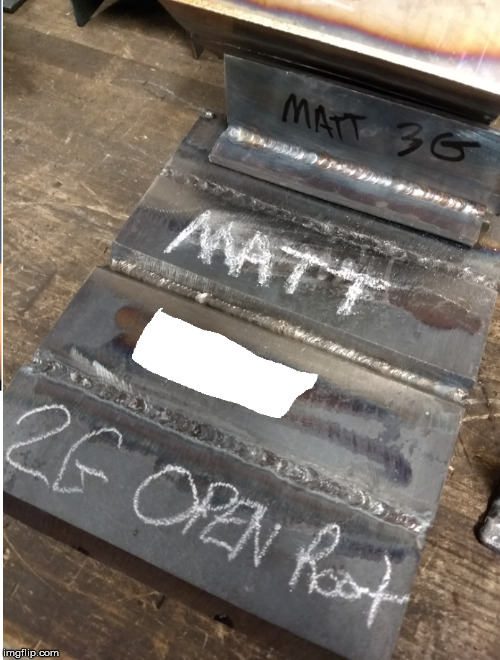
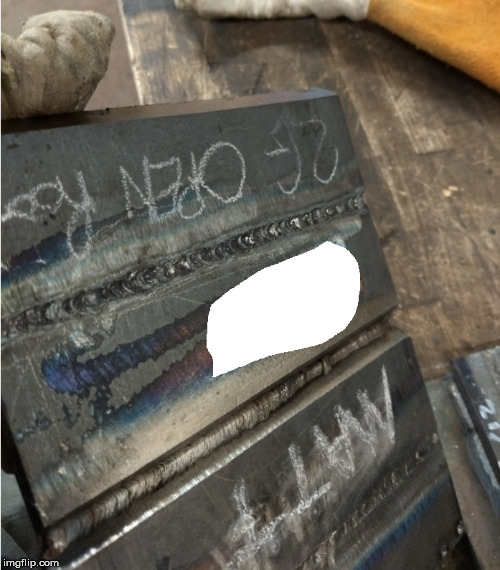
Some of the younger guys are doing really great, and just about everyone is progressing pretty well. Here's some stuff I worked on. Just basically trying to do as many different joints as possible. I also had my instructor show me what I was doing wrong, and I highlighted his welds vs mine. 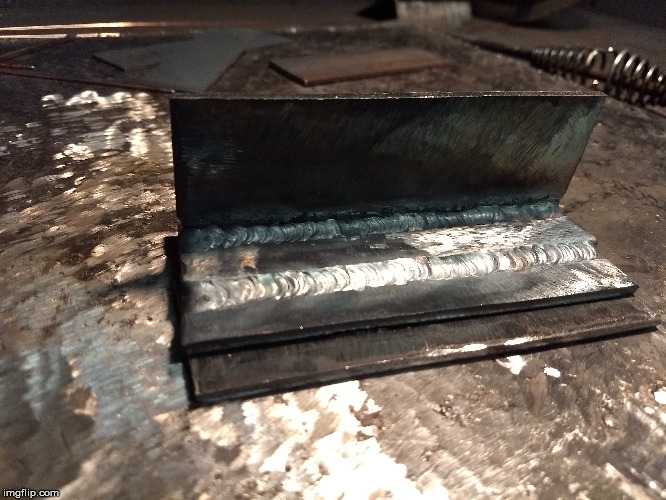
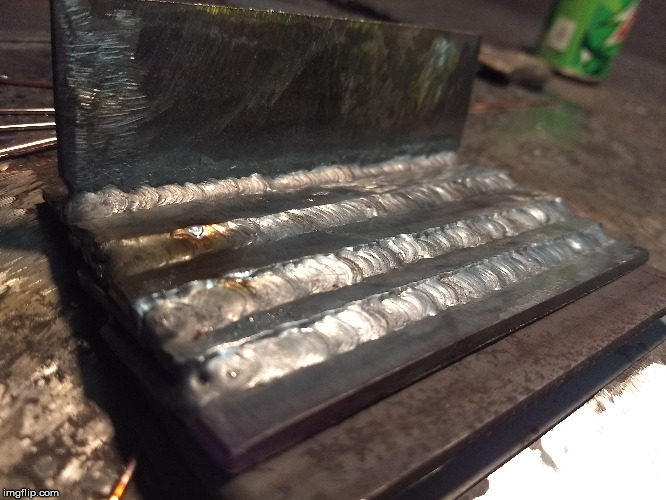
So basically his is the same thing as a set of stairs. T join on top, followed by a series of lapp joints. Having a hard time filling it all the way up and not burning in to much causing undercut. I got a bit better after turning my amps down some. 
Its not as easy to tell in my shitty pic, but my teachers beads were perfectly fused and tied in and looked amazing. Mine not so much. 
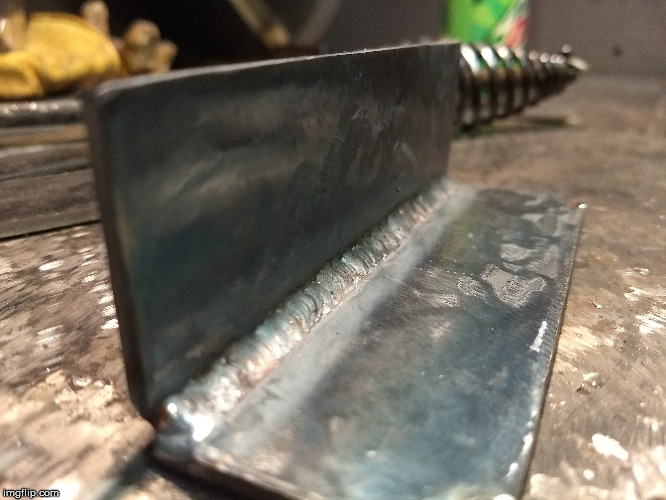
After doing some adjusting and practicing my feeding it started to look better. 
Some outside corners. 

Tried some horizontal butt's. And then some flat T joints and a outside corner 





|
|
|
|
[#9]
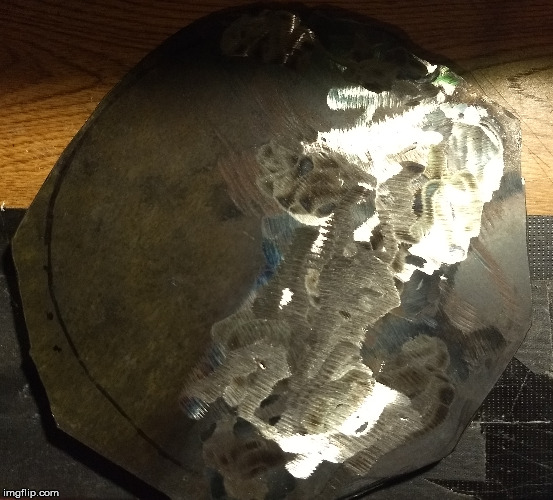
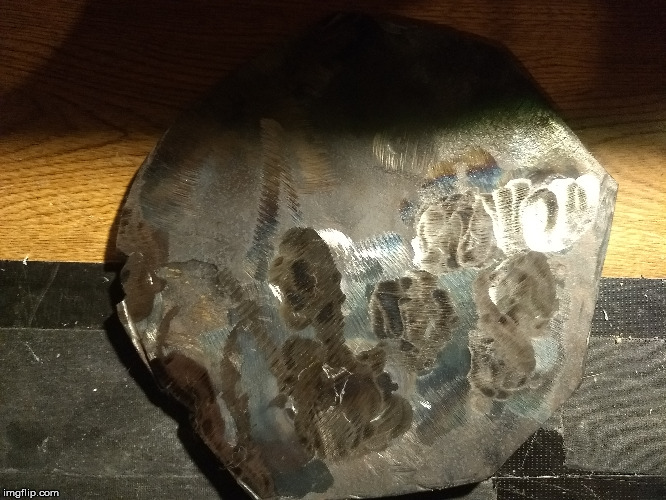
Thanks for the video. I've subscribed to the youtube channel you shared. That guy is a very good instructor.
Your welds from yesterday look excellent. That outside corner is beautiful. You've certainly put a lot of work and effort in and it has paid off well. I think you'll really enjoy Tig. It's so clean and nice to deal with. After my daily aluminum practice, I was fooling around with ER308L SS filler on a piece of A2 tool steel. I don't think I can run a nice bead in a straight line for anything! 
|
|
|
|
[#10]
Quoted:
Thanks for the video. I've subscribed to the youtube channel you shared. That guy is a very good instructor. Your welds from yesterday look excellent. That outside corner is beautiful. You've certainly put a lot of work and effort in and it has paid off well. I think you'll really enjoy Tig. It's so clean and nice to deal with. After my daily aluminum practice, I was fooling around with ER308L SS filler on a piece of A2 tool steel. I don't think I can run a nice bead in a straight line for anything! https://www.AR15.Com/media/mediaFiles/162367/4-1-19_A2_2_JPG-899484.jpg |
|
|
|
[#11]
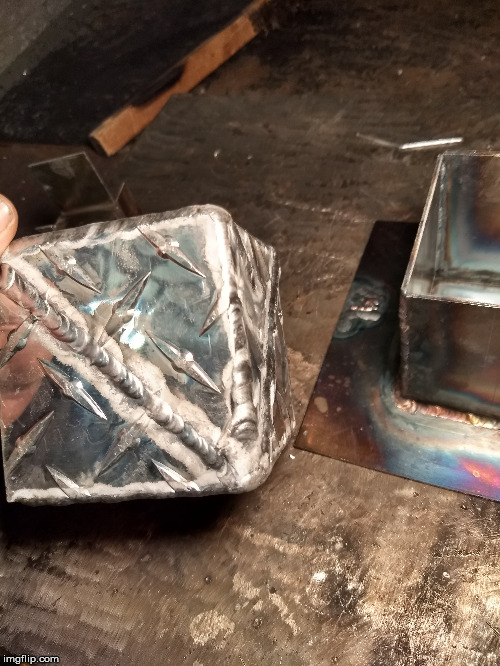
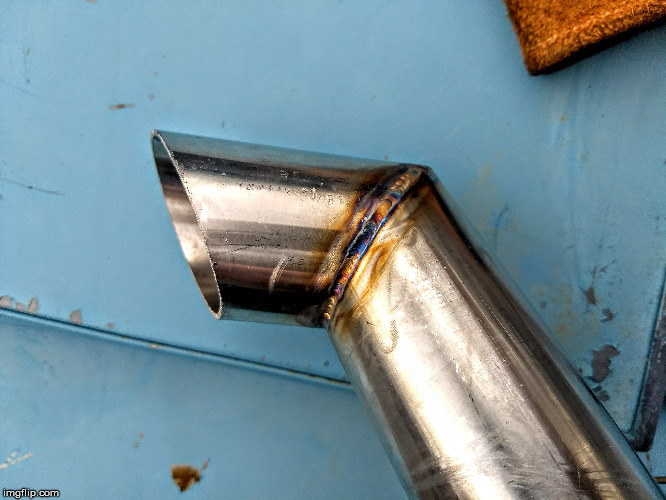
So I tried my hand at thin metals tonight and after a little trial and error I was able to make a lay some mediocre beads on 1/16th metal. First time really doing anything that thin, and after switching to controlling my amps via the pedal I was able to not melt away the plate at the end. It's my brothers 30th B-day Monday so I decided I would weld up a 4x6 picture frame and see if I can find a pic of us as kids to put in it.
I did bring it home even though it's not finished because I need to think about how I want to attach the glass, and the backer for it. So one problem I had was that none of the coupons are really uniform so I had to guess at the dimensions and then add to fill in the gaps. So that took about an hour and then I did a quick smokestack which I was very pleased with. I water tested it, and it passed with flying colors. Without further bs, here's what this thread is all about. This is my picture frame tacked up. It's 1/16th steel (and it was probably thinner after grinding off the millscale) 



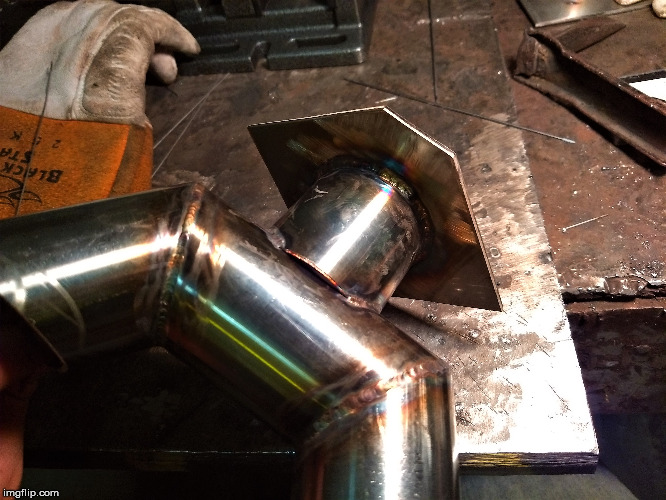
 So here's the start to my smokestack. You basically make a box. Start with two plates, tack them and then weld the outside corner. I also weld the inside on the two I can reach simply for a practicing a fillet. 


Since our coupons are not exactly the same size it's helpful to grind the bottom some to make it uniform. Otherwise you end up with a lopsided stack. 
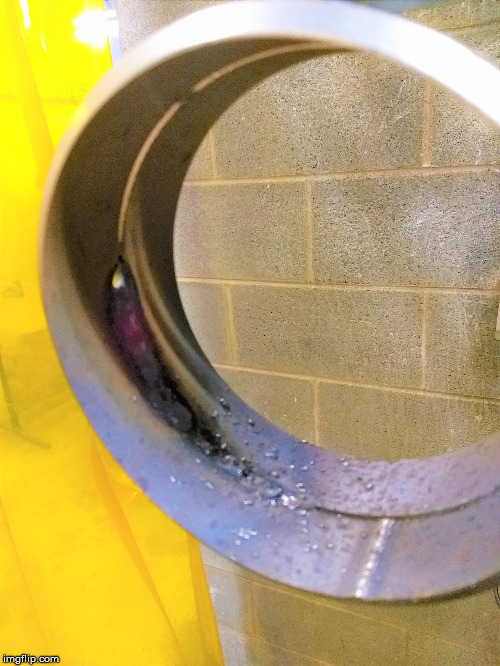
I wish I had taken some during the process, but I was really focused on tying in to the bottom plate and making sure I was not leaving any gaps. I completely forgot until I had finished. Several things go into making these water tight. The first is you actually don't want to grind your butt weld off. You want a bit of a gap between your stack and the base plate. The second is you want to weld BOTH sides of the plate where you made the butt weld. Otherwise you'll have a leak at the bottom. The last thing is you don't want to stop welding your bead ON the corner. I did this several times when I did the same project in Mig and stick. If you stop on the corner, that is where you are most likely to have a failure at, from not tying in correctly. Try and weld at least 1-2in on each side and make a continuous pass around the corner. 


And the money shot. 


And the final picture of it, wire brushed and ready to be graded. 
|
|
|
|
[#12]
I like your smokestack practice idea. I'm going to source some mild steel coupons and replicate the one you made. Congrats on a job well done.
I hope mine ends up like yours instead of turning into a sprinkler! Your picture frame is a cool idea for a gift. Just a thought for holding the glass, you could use thin sheet and form a "channel for 3 sides and weld them to the frame. The top can remain open. You'll probably need a .040 electrode if you choose to go this direction with thin sheet. |
|
|
|
[#13]
Quoted:
I like your smokestack practice idea. I'm going to source some mild steel coupons and replicate the one you made. Congrats on a job well done. I hope mine ends up like yours instead of turning into a sprinkler! Your picture frame is a cool idea for a gift. Just a thought for holding the glass, you could use thin sheet and form a "channel for 3 sides and weld them to the frame. The top can remain open. You'll probably need a .040 electrode if you choose to go this direction with thin sheet. |
|
|
|
[#14]
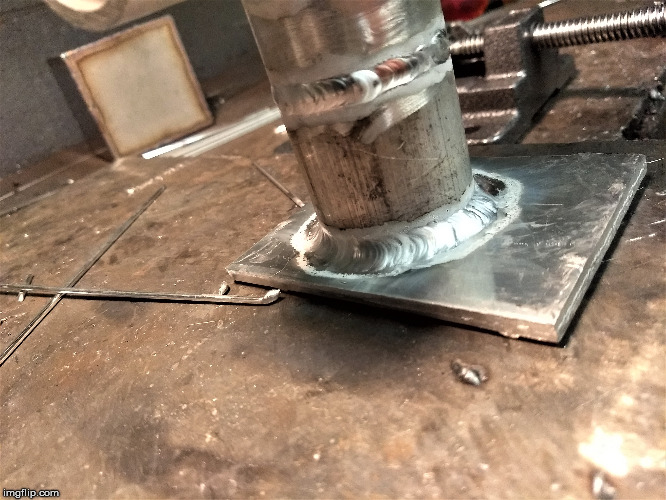
Ok so now for another side project. It started last week when I found this patch of wildflowers in the woods at work, and stumbled across a piece of mild steel plate, with a pipe attached. Rusted as shit, but it was mild steel, and I had been wanting to do some practice on pipe so that's what I did.
It was raining pretty hard today, so my class decided to be a bunch of bitches and not come, so with there only being 3 of us we left after only an hour. 




 




|
|
|
|
[#15]
Glad to see someone ambitious, learning from the start. I'm a certified combo welder, all techniques, all positions, all materials. Im currently a welder for siemens energy inc. Rebuilding super alloy steel gas turbine engines. I hold countless certifications in this field but started the same place you are.
I joined trade school at 16yrs old with a stinger in my hand. But we torched all our plates. Looks like you're using a bevel machine we had to torch the bevel and grind.(cant believe you guys are using a band saw to cut coupons!) Within six months i was a certified AWS welder! I spent the next year studying metallurgy, tig, aluminum, pipe, you name it i did it. 22yrs later I'm still at it. It's the only thing I've ever done. Been some crazy years along the way. I can no longer work in the elements with heat because of medication, so that sucks. Though I'm in a Air cooled shop now i can hack it for now. We have some very skilled guys at our work they have weld off tests to see who's the best at welding two razor blades together. (We only tig weld) Then i showed them how to weld two .045 Rods together! If you keep it up like this, you too could be earning 6 figures as a welder. You'll make it i assure you after seeing this thread. Keep up the hard work. Few tips, is there a hot rod box at your shop? if not you can stick the rod in the stinger, and stick it to the table a few seconds until it heats up and runs out the moisture... bingo pre heated rod. On restarts, start outside the stopped puddle, and drag it into the old weld to restart. It's a simple trick to master restarts. Also when finishing a coupon test sample make sure you're grinding marks go against the grain, NEVER getting along the grain of the weld. Always run a hot pass on sample coupons. (Maybe 85-90A +/- few amps) and always keep the keyhole open. That last open root 2g root looked real good as it did pass the bend. Id also keep the cover pass down to minimum passes (maybe 4). Use a pick to pick out slag deposits. (NEVER weld over those) especially an xray. ...hmmm what else, I'll think of some things in a while. Good luck keep banging!! |
|
|
|
[#16]
Quoted:
Glad to see someone ambitious learning from the start. I'm a certified combo welder, all techniques, all positions, all materials. Im currently a welder for siemens energy inc. Rebuilding super alloy steel gas turbine engines. I hold countless certifications in this field but started the same place you are. I joined trade school at 16yrs old with a stinger in my hand. But we torched all our plates. Looks like you're using a bevel machine we had to torch the bevel and grind.(cant believe you guys are using a band saw to cut coupons!) Within six months i was a certified AWS welder! I spent the next year studying metallurgy, tig, aluminum, pipe, you name it i did it. 22yrs later I'm still at it. It's the only thing I've ever done. Been some crazy years along the way. I can no longer work in the elements with heat because of medication, so that sucks. Though I'm in a Air cooled shop now i can hack it for now. We have some very skilled guys at our work they have weld off tests to see who's the best at welding two razor blades together. (We only tig weld) Then i showed them how to weld two .045 Rods together! If you keep it up like this, you too could be earning 6 figures as a welder. You'll make it i assure you after seeing this thread. Keep up the hard work. Few tips, is there a hot rod box at your shop? if not you can stick the rod in the stinger, and stick it to the table a few seconds until it heats up and runs out the moisture... bingo pre heated rod. On restarts, start outside the stopped puddle, and drag it into the old weld to restart. It's a simple trick to master restarts. Also when finishing a coupon test sample make sure you're grinding marks go against the grain, NEVER getting along the grain of the weld. Always run a hot pass on sample coupons. (Maybe 85-90A +/- few amps) and always keep the keyhole open. That last open root 2g root looked real good as it did pass the bend. Id also keep the cover pass down to minimum passes (maybe 4). Use a pick to pick out slag deposits. (NEVER weld over those) especially an xray. ...hmmm what else, I'll think of some things in a while. Good luck keep banging!! Like yesterday, I followed the advice on a bunch of the welding channels on open root horizontal welding. I did the bridge tacks, kept the filler rod feeding the puddle and it just didn't turn out as nice as I wanted. So since I needed horizontal practice anyways I laid a hot pass on it, and then flipped it on it's side and tried some vertical tig, including downhill. Biggest problem I had with that was dirtying up my Tungsten. But to answer a couple of the questions, we do have a hot rod box, but because of where its located we rarely use it. They yell at us if we strike on the table so I personally keep a scrap piece of metal nearby to do exactly what you suggested. I still suck at ARC restarts but it's something I keep working at but I know I can usually spot my restarts so I have a lot more practice to go. Tig is kind of awesome because my restarts are almost impossible to see (for me but I'm definitely no expert) The reason we use the bandsaw on the coupons is pretty much because the plasma cutter is FUBAR. In the video I took my buddy set it up, but no one has ever explicitly showed us how to use it. The bandsaw is irritating because the clamp is kind of fucked up, and if you don't keep it so that both sides have the same pressure applied, it teeters and will cause the blade to bind (ruined one of my best bends when it sheered it). The plasma cutter, along with a bunch of the equipment is basically wasted space. We have a fucking robotic welder that has never once been used. Much like the aluminum spoolgun for the Mig welder, it gets dusted off once a semester and used for one night giving everyone about 10 mins on it. As far as the coupons go, we get them in like 10 foot sections of bar stock and those get cut down into the small pieces. The bevel plates are pre-cut and show up in a box from what I know. I was a little disappointed because watching a demonstration for a AWS plate test, they show the plate being cut for the bevel by hand and that's something we don't get to do. I am surprisingly enjoying TIG, I honestly thought I was going to hate it and since I was really bad at Oxy fuel welding I did not expect to do well at it. I am hoping to test on 6g pipe to get a cert since it's only 35 bucks, and after the summer ARC pipe class I hope to test 6g on that too. My goals upon completing this program are to have several certs, all position TIG and ARC and this summer I plan on taking advanced TIG, which deals in welding small diameter pipe and very thin metals. I'll also be taking a class on Flux Core Mig, and Advanced ARC pipe welding, and I still have metallurgy and heat treatment to go. I basically want to be able to test in at any job interview and make the most starting off as possible. I'm tired of living in an apartment, and tired of being poor lol. Thanks so much for the advice, and if you have anything else please share, as I really value the critiques of guys who do this for a living. |
|
|
|
[#17]
No doubt bro, i seen a posted job for tig Welder at space X in California recently. If i wasn't so well established ay my company, I'd give that a go!
Definitely get the pipe cert. I'm certified 6g 1/2" pipe to 12" pipe asme stainless. (Don't forget aluminum!!) I also hold AWS plate 6010, 7018 unlimited thickness in all positions. Flux core plate unlimited thickness. Also inconel-939, ecy-768, rene-80/41, 308ss, and many other in tig. Which are asme. GE in Wilmington supposedly does the same thing with gas turbine engines i do if i choose to move to the coast. You can make some good money in the midwest area as well as the north. |
|
|
|
[#18]
Quoted:
No doubt bro, i seen a posted job for tig Welder at space X in California recently. If i wasn't so well established ay my company, I'd give that a go! Definitely get the pipe cert. I'm certified 6g 1/2" pipe to 12" pipe asme stainless. (Don't forget aluminum!!) I also hold AWS plate 6010, 7018 unlimited thickness in all positions. Flux core plate unlimited thickness. Also inconel-939, ecy-768, rene-80/41, 308ss, and many other in tig. Which are asme. GE in Wilmington supposedly does the same thing with gas turbine engines i do if i choose to move to the coast. You can make some good money in the midwest area as well as the north. |
|
|
|
[#19]
And now for what I did last night. I basically had to knock out a horizontal cladding, and if it was good enough I could start with vertical. So I hit the cladding up, but since I had to weld it to the table, I started a open root horizontal plate which would probably have been decent but I did'nt bevel the plate nearly enough so it did not weld the backside like it's supposed to. I'll make another one Monday so I can have something to work on while I'm letting my other plate cool.
So I started off tacking up some plates, and started my horizontal plates (they are shown on the table, because my first tacks were not good enough) First two horizontal beads. Horizontal was not nearly as bad as I had thought it would be, especially after I murdered the attempt at open root on the pipe I did Monday. These went in a lot better. 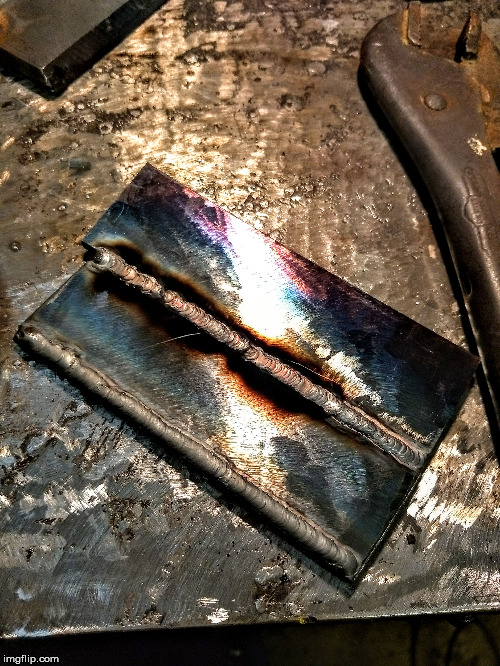





This was the attempt at open root. I'm going to see if I can't scrounge up some of the beveled plates and give it another go. It was not nearly as bad as 6010 open root however. So then I just filled it up, and used the backside for vertical. 

Here's what some really bad vertical looks like 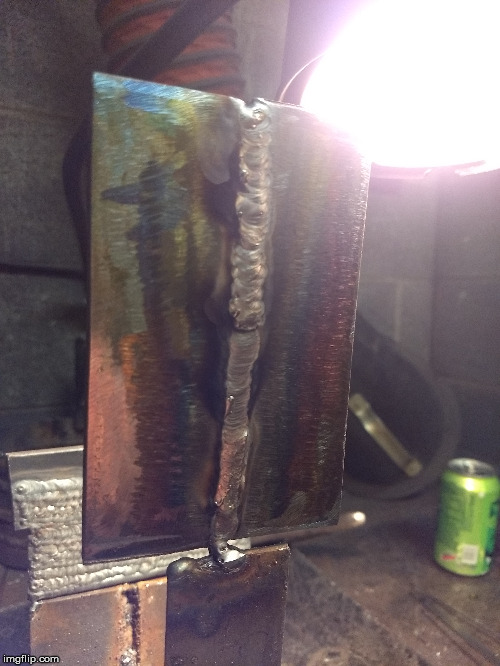
Finished the horizontal plate. I should have welded the last bead, but It was hot as shit and after cooling it down and cleaning it, he said to turn it in as is and move on to vertical. 
And this was as far as I got with vertical. After my teacher showed me how to do it, it got somewhat better but I noticed he has an incredible rhythm for adding filler to the puddle, and I feel like I'm adding to much and not traveling fast enough. I'll probably spend most of my time Monday doing more of the same, and move to fillet welds in vertical and so on. 
|
|
|
|
[#20]
When i passed my vertical up test, i used the dime method for the v groove. Takes a bit longer though.
|
|
|
|
[#21]
So I got a bit of unexpected good news. I walked in and got my AWS cert results. I passed 3G
|
|
|
|
[#22]
So tonight I did a little bit of cladding to get me back into vertical up, and then moved on to fillet welds in vertical. It started rough, and I asked some questions and had my teacher run one up to show me what I was doing wrong and then I ran some more.
I'll explain what I was doing wrong as I get to it in pictures. So here was the first weld. 
Then on the advice of my teacher I made a little rest for my torch hand. 
This is actually the first fillet vertical, some of the cladding is visible in the flat plate below the top plate. I started a second bead which is about a couple inches up and makes it look really funky. 
This is my first attempt at vertical down. It was a lot easier then I expected. 
Double bead vertical up. 
Ok so this is the point where I got some advice, and had my teacher run a bead to show me what I was doing wrong. I watched how he fed the filler, and torch angle and I realized my biggest problem was I was long arcing. I was causing my filler wire to ball up and it was getting really hot , and I realized I was keeping my tungsten way too far back. I changed it up, changed my torch positioning up and ran this. 
Other side 
Some pics of all of the fillets. All were done in 3G 









|
|
|
|
[#23]
And because I was able to get a good grip on 3G I will now get to move on to Stainless
 But we have our midterm on Wednesday but I'm hoping that we will be able to spend a little bit of time welding afterwards assuming that the test isn't 10 pages long. I have my quiz's back and graded, so I'll post up the blank one, and if anyone cares to, solve what you can and I'll post the correct answers in a spoiler box below (its harder if you don't have a textbook ). This is just something I thought of the other day, if no one wants to take a quiz then I probably won't bother to upload anything more on this. |
|
|
|
[#24]
So I had the midterm tonight, it wasn't terrible but I did guess at probably 15% of the questions. We had the option of calling it a night after that, or we could go weld and the other teacher would just be in charge. So the Korean gentleman and I decided to go and weld and I basically had free range to weld whatever I wanted.
So I started with some Stainless, but it was actually very similar to welding steel so I decided to take advantage of my time, and do some harder welds. I had asked my teacher Monday if I could get some bevel plate to try some open root, and he said he hoped that the class could do it this semester but we had to learn more stuff first. So since I was doing OK at vertical I decided to grab some scrap bevel plate, and give some 2g open root a shot. My thing is this. I want to learn every single thing I can, weld every position I can and even if I suck at it, I'll at least have SOME experience doing it. Because of the restructuring of the classes a lot of stuff is now no longer required, and they are no longer offering a lot of stuff I had really wanted to take. There used to be a qualifications 2, and a Pipe 2 class, both are now gone. So for me, if I want to be able to weld 6G I am going to have to basically take the initiative and do it myself. Once I get a better grasp of what I'm doing wrong, and why my root has suckback on it, I am going to finally do a pipe I have been hoarding in my locker and try and do it in 6G before the last night of class. So enough rambling, on to the pics. First weld, stainless. 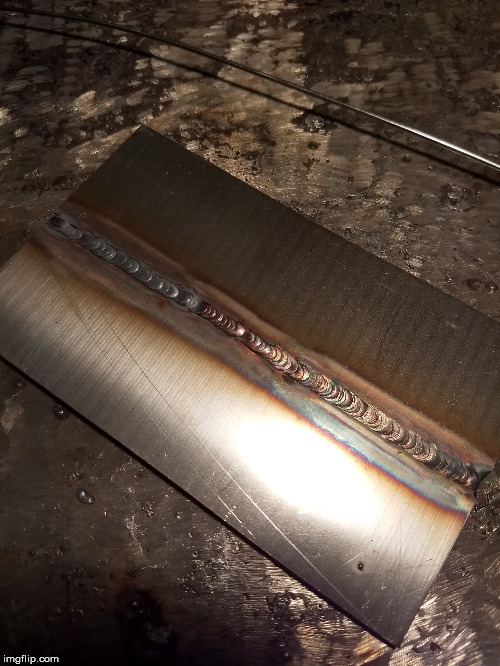
Second weld of the night. First real attempt at open root, 2G. 
Not great, but it wasn't as bad as I expected. Easier for me then a 6010 open root. 

Second attempt. 




Third attempt 

Back to stainless. 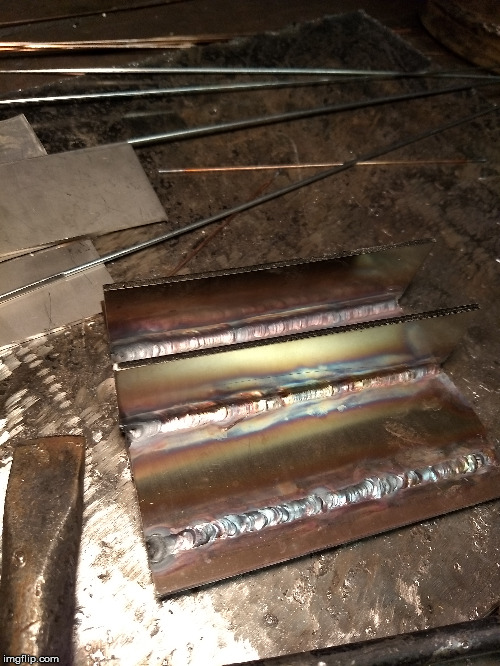




And the other teacher who was kind enough to let us chill decided to bang one out. I was super impressed. These are some seriously pretty looking welds. 
|
|
|
|
[#25]
So my teacher was impressed with my initiative to do some open root, and decided he wanted me to start on some Aluminum tonight.
It wasn't as bad as I had been expecting it to be, but it could have been better. So one problem I had was I was using the ceriated tungsten I already had, and welding on AC. From what I have read in the book, your supposed to either use pure Tungsten or ball your ceriated tungsten in pure brass to create a ball on the end. I had neither, and with the price I was quoted for pure Tungsten, I just can't afford to pay 150.00 for tungsten with my next round of classes coming up, no matter how bad I would have liked to. And when using ceriated tungsten on AC the heat distribution 1/2 goes on the work, and 1/2 on the tungsten which causes it to melt faster. My teacher also said that ideally you want to use larger tungsten, and the ones I have are 3/32. So I had to try and shape it the best I could, and after a few grindings I got it down a little bit better then it was when I started but it still melted like a bitch. Since I know that a lot of guys on here are really interested in learning TIG so they can weld Aluminum, and in particular re-weld cut guns, I took some pics from my book. This explains the cleaning action that pure Tungsten does, and a little bit about welding on AC. If you have any questions feel free to ask, If I don't know the book should have the answer or I'll ask my teacher. So one thing that I remembered from MIG welding aluminum is that it's a fickle bitch. I didnt spend a ton of time cleaning the coupons, as I didn't expect my first few to come out very good. Here's the first plate. One thing that's really hard is with aluminum it doesn't change color. So when welding stings like steel, you can tell when the plate is getting to hot because its starting to glow red hot. Aluminum heats up quickly so you have to pay close attention to the puddle, and watch when its starts to sag or get too big. You'll notice that in just the length of the fillet weld on this coupon, it was so hot that by the time I got to the other side, it melted clear through. Now this isn't as much of a problem on larger pieces, because the heat can disperse more. 
 Second attempt. 

 So after getting a feel for it, I moved on to making some outside corners for a smokestack. 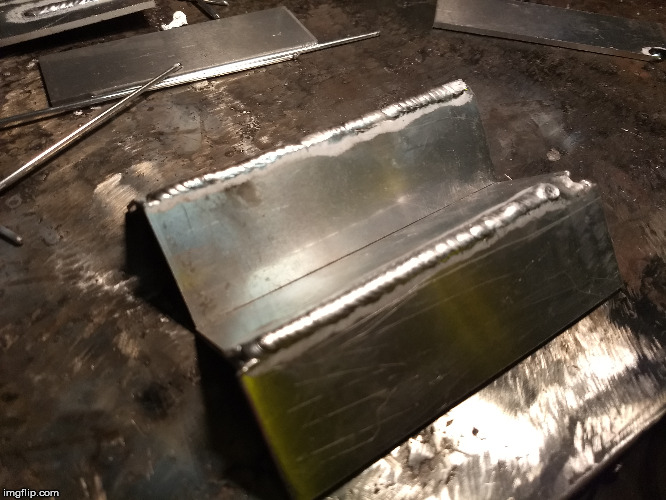

I add some fillet welds on the two I can, just for practice and added reinforcement. You can't do the other two because of a lack of space 
The right side is a little goobered up because I was having a hell of a time putting my tacks in. 
Looking down one of the outside corners. 
Outside corners 
Smokestack assembled and welded. 




I forgot to take pics of it filled with water, but It did hold and passed an air check. If you are interested in doing this, and you want to check and see if you have any leaks then you need a compressed air hose and nozzle. These can be deceiving because unless you left a big ole hole in it, it will appear to be leak free. When I first did one in my MIG class, I thought I had nailed it. It didn't look like it was leaking, and I started high fiving the other guys. Then my teacher came, took the air hose and put the nozzle directly on the welds, and proceeded to go all around the base. And when you have a leak, the air causes the water to bubble up. It shows you exactly where you failed to fuse. The air hose made it look like a fucking hot tube, because I had failed to tie in correctly on all 4 of my corners. 
Then I went back and added a lap joint to my plate 
And to finish off the night, I prepped up another steel bevel plate, to do another open root. My teacher offered some advice, and watched me tack it up, and then lay it. I did this in 2G (horizontal). We only had 1/16 filler wire but it worked for what I was doing. 

And the backside. Little irritated about the one little spot, which was a restart. I'll be honest, I was really proud of the way this came out. The root isnt sunken in more then an acceptable amount, and it tied in really well. I may end up using 7018 stick electrodes to weld this out, and then bend it. 

|
|
|
|
[#26]
So I'm gonna keep this brief, basically tonight I just did some aluminum, a bit of stainless that I was able to scrounge up since it was almost all used. I did aluminum in horizontal, and vertical and stainless in vertical (3F)
Then I decided to do some more open root. And I'll be honest, I decided to try something really hard, and see how it went. My teacher didn't think I was going to be able to do it, but I was able to convince him otherwise, and he was able to offer some valuable tips for me. On to the pics. The base isn't mine, I just grabbed it from the scrap. 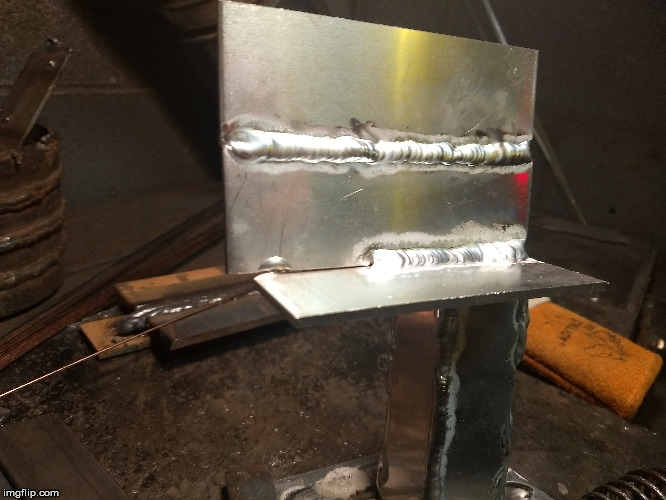

Did some vertical stainless while I was waiting for the aluminum to cool down some 

Back to the aluminum. 



And now for the surprise... 









I wish this had come out a bit clearer, but this is the underside. I started at 6 o-clock and welded up to about 9, re-positioned and went to 12, then did the same thing on the other side. The right side was a lot harder for me, because I did not realize until I got to it, that I was going to have to switch hands, and weld with my off hand. I can feed the filler rod better with my right hand I discovered, but it was the first time I used my left to hold the torch and it was rough going. I dirtied 10 tungsten electrodes just going from 6 o-clock to 3 o-clock and by the time I reached the top, I had re-dirtied about 8. 
Inside the pipe, showing the root. 



This is the right side, which I did with my off hand. 



And a couple more of the aluminum, and my pile of homework so far. Everything in the red box is mine, with a bunch of stuff buried under whats visible. I also incorrectly labeled my aluminum welds as 3G and 2G, when they should have been 3F and 2F (fillet vs groove). 

|
|
|
|
[#27]
All in all, for this being my very first open root pipe, I am very happy with it.
I decided that I really wanted to push myself to do something that I had never done, and I wanted to prove to myself that 6G wasn't as hard as I had talked it up in my head to be. I had been hoarding this pipe in my locker since last December, and I kept wanting to do open root pipe. When I found it, someone had tried to lay a horizontal open root, and quit about 3/4ths of the way through and chucked it in the scrap barrel. I had originally wanted to stick weld it in the 5G position and back in December I cut the pipe back apart, and started grinding it down and putting a new bevel on it and I had also gotten to the point of putting a 3/32 land on it. My teacher kept telling me not to bother wasting my time on it, and to just keep making the beveled plates and practicing open root on that. So tonight, I started with some aluminum and then some stainless in 3F and 2F but we were out of stainless, and the aluminum was getting low and about half the class hasn't gotten to even try aluminum yet so I decided to do some open root to save aluminum for the guys who hadn't done it. I cleaned of some more bevel plate but I just kept thinking about that pipe and how bad I had been wanting to do it. I knew my teacher would probably think I was wasting my time, so I didn't ask for help until I had it ready to go, and in the position I wanted to do it in. It took me a while to grind it somewhat flat, and remove the excess land. I then used the air hose flapper wheel attachment to clean off the inside and then I tacked it to the table, in the 6G position. I started it from the top because I couldn't figure out how I was going to get low enough to press the pedal, and actually weld it. I was at a loss for how to do it, and made it about 3 inches before I just couldn't get a good enough angle so I decided to ask for some help. I explained my problem, and asked if I was supposed to be using a remote instead of the pedal, and asked how I should do it so that I could get under the bottom side. He explained the setting I should use (I forget what it was called) but it basically changed the pedal so that I could press it once, and it would start the arc. I would not need to hold the pedal but it would keep the arc going, and when I was done I just press it again and it cuts off the arc. After explaining that, he came over to show me how to change it over, and saw the position I had the pipe in and I could tell he thought I was wasting my time, and I suspect he thought it was going to come out really bad. But since he's a good instructor and a nice guy, he still showed me how to set it up, and asked if I had intended to put it in a 6G position. I said yes, and he said he didn't recommend that my first open root pipe be 6G but he still explained how I should do it, and offered some advice including using the stand and not the table. Overhead welding with Tig wasn't as bad as I thought it would be, but it was still very challenging to do. Going uphill on the left side wasn't very bad, and once I got about halfway up I was feeling pretty good about it. Once I reached the top(12 o-clock) I went back to the bottom and was about to start on the right side, when it dawned on me that I was going to have to use my left hand to hold the torch which I have never done. It took quite a few attempts to get my angle and torch position right, but I was able to feed the filler rod with my right hand a lot better. However I had a really bad problem with sticking my tungsten on the pipe, or more often accidentally hitting the tungsten with the filler rod dirtying it up. I was having to change the tungsten out every few inches which was really frustrating and I ended up dirtying up all my tungsten twice. But when it was all said and done, I am really happy with myself. I love the challenge of doing something new, and trying to do something that people don't think I'm capable of. I absolutely loved the challenge of doing this, and while there are several places in the root that I know I fucked up on, and the bead may not look as pretty as the horizontal open root plate I did, It really felt good to prove to my teacher that I can do something if I set my mind to it. I was also really glad that I was finally able to use this pipe I had been saving, and not just that but it didn't come out looking like dogshit. I had decided I wanted to do a 6G pipe before this class ended and I have now decided, that I want to do one that I can bend and will hopefully pass a bend test. I'm now trying to decide what I want to do with my summer classes. I am enrolled in Pipe 1, but that's going to be stick welding. There is a advanced TIG class that's offered, but I checked on it a few days ago and it's currently full but I may be able to try and get in. The problem is, that I am enrolled in a metallurgy class Tuesday and the pipe class is Mon-Wen. I need Metallurgy to graduate, and if I want to graduate next spring I really need to take it. BUT the advanced TIG class is only offered in the summer and I really want to take it. Not sure which way I'm going to go, but if I can switch metallurgy to the fall I'll probably do that. Feel free to ask any questions, or leave any suggestions or comments as they are always welcome. |
|
|
|
[#28]
Good work! You've got this and in a short while, you'll be earning big.
|
|
|
|
[#29]
Quoted:
Good work! You've got this and in a short while, you'll be earning big. So tonight my teacher was away again so 99% of the class decided to leave. Again it was just me and the guy who doesn't really speak English. Kind stupid in my opinion as we have 3 classes left and some people have not even started on aluminum but whatever, not my money not my problem. I just worked on some personal projects as there was no coupons cut. First one is a plate that is part of a larger project, that I am hoping to be able to really get started on in the next few weeks. I decided to do something a little bit bigger than a picture frame for my brothers birthday, and this is part of it. Its going to be a dueling tree, and I have a unique idea for it and have the plans done and am now getting materials. Since it's for pistols I decided to use a piece of metal we had been shooting for a while now as I know it's good for all pistol calibers including Magnum but we decided to test it against some 5.56 and well, it is not rifle rated. He then shot it a bunch more, so I had to fill a bunch of holes. Not really that interesting, but I figured I would include it anyways. I basically just closed one side and then filled from the other.Here's the start of it, and the plates I cut out of it Sunday. (Really wish I had a Oxy torch as using cutting blades in the grinder was a bitch). 




After doing that, I decided to go ahead and lay the hot pass in on my pipe. It went better this time but I still had my fair share of difficulty. Biggest problem was using the only filler wire we had, 1/16 when I should have been filling with either 1/8 or 3/32 so it took a lot longer and I had to made beads larger then I wanted to, which was causing some undercut on the edges. I think now that I have it almost flushed, I'm going to hit it with the grinder and set it up for a 2 bead cap. The inside root expanded with the hotpass, and I was able to see the points where it would fail a bend but I would say that it's at least 75% perfect with only a few noticeable spots that show where I failed to either tie in, or fuse with the top side. Just another note, I don't walk the cup. I tried it once and just couldn't get the movement down, but I may try it again before I finish with this. I really like the way pipes that were walked look, so I hope to get some more practice in on pipe before the class ends. Probably going to cut two straps out of this, But I'm not sure just yet. Part of me want's to keep this so In 20 years I can look back at it and say "man what a hack job"









|
|
|
|
[#30]
So I apologize for the lack of pics tonight. I was running literally an hour of sleep and between that and the heat inside the shop tonight I just was out of it. I didn't really do much tonight but I did finish my 6G pipe and my teacher hooked me up with a new one to lay a root in. He basically said I can I'm welcome to work on whatever I feel like the last few classes so I'll probably finish off the pipe I just started, and I may also do a personal project with some aluminum I had forgotten about. Not sure if we are going to have a written final yet, I really hope not though.
So I am going to go and buy some 3/32 filler metal because using these 1/16th for open root is just not working well. I'm getting concave roots because I just can't add the filler metal fast enough to not have it suck back. The new pipe is going to really piss me off because it's already borderline too concave and when I put the hotpass in it's going to really cause it to suck back in. I'll still finish it so I can practice my coverpass more. Because I don't walk the cup knowing exactly how far to weave can be a bit of a problem. The 6G pipe was my own fault. When I put the bevel on it, It was uneven so one side is larger then the other and because of that the bead wasn't very uniform. Still happy that I was able to do it, but I want a perfect looking and I'm pretty much out of time. I'll start my Pipe class at the end of May but it's going to be stick welding. Here's what I did remember to take tonight. I asked my teacher what I was doing wrong to get so much undercut and he pointed out that I neglected to clean the metal so I had to go back with a flapper wheel and clean the surface up. 

I went ahead and did a 3 bead cap on it. Wish it had been more uniform 

New pipe. I wanted to try out a few new positions so this is a mix of 2G and 6G. 






|
|
|
|
[#31]
Well tonight was the last night of actual welding
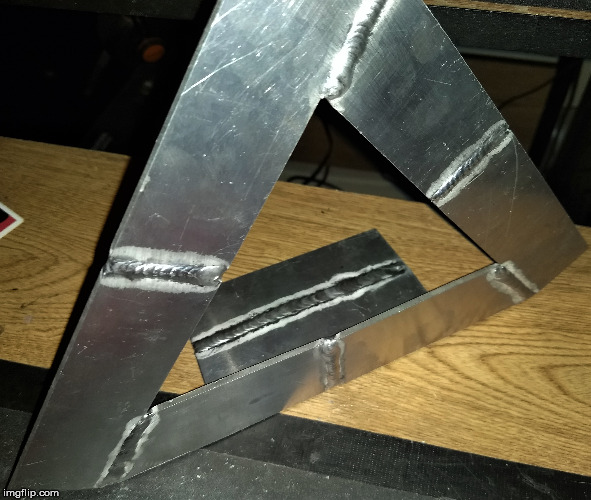
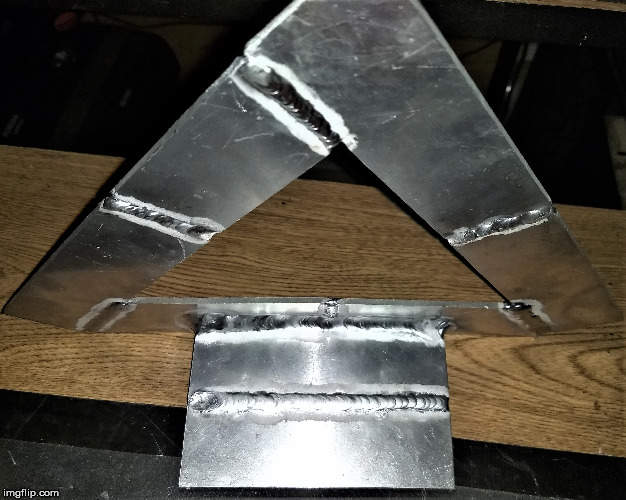
I was a little bummed, I was almost an hour late to class because my starter decided to crap out on me but I made it and was able to do one final project. I had this in mind since I started aluminum and I figured it was my last chance to do it. My teacher has been really nice about letting me stay as late as I want, so I finished this up and called it a night after only about an hour. My pipe project remains unfinished but I hope I'll be able to fill and cap it sooner then later, but for now its stashed in my locker. So this is a side project for my current job, and something I thought of that would help my boss whose eyesight is failing. Its for lack of a better term, a target. It will be put on a survey rod , to give the person working the instrument a more visible target to focus on at longer distances and will be much more visible then whats currently on it. I have to tap a hole in the base, and I may contour it some to lighten it further but I'll add some pictures of it on the rod so you guys can see what its used for. I plan on adding high visibility paint or reflectors to the front side, and will leave the back bare aluminum. So here it is, my final project. 


|
|
|
|
[#32]
So I took a couple pics of the triangle target I made, showing what it's going to be used for. I will probably cut the base plate smaller to make it lighter, and reduce the plate blocking the level bubble. It's just wedged in there as an example, but I plan on tapping a inch hole and attaching it between the two brass locking collars.


This is it from the back. 
|
|
|
|
[#33]
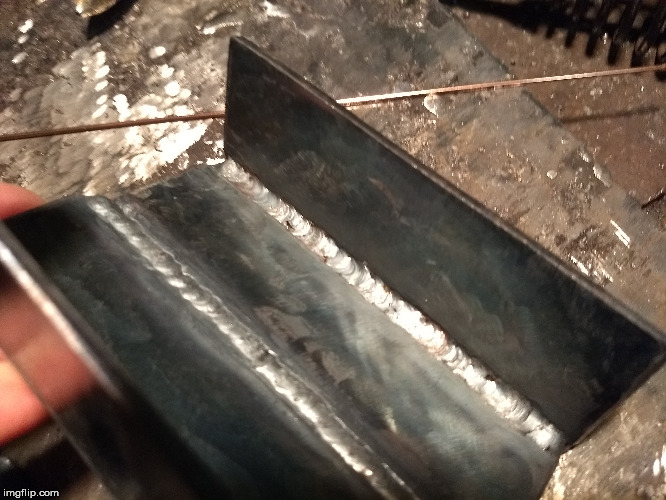
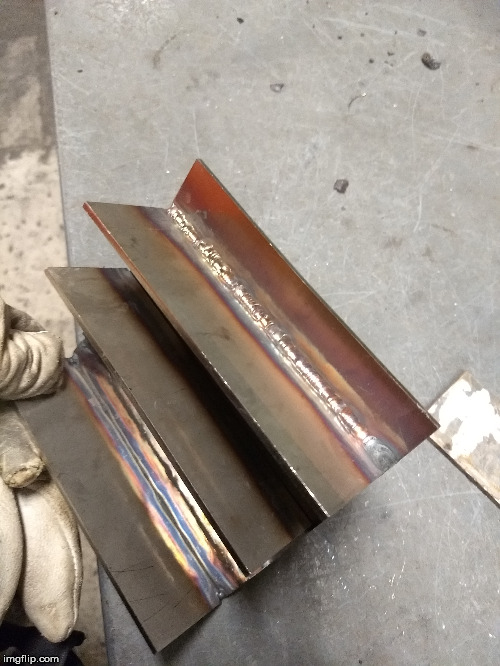
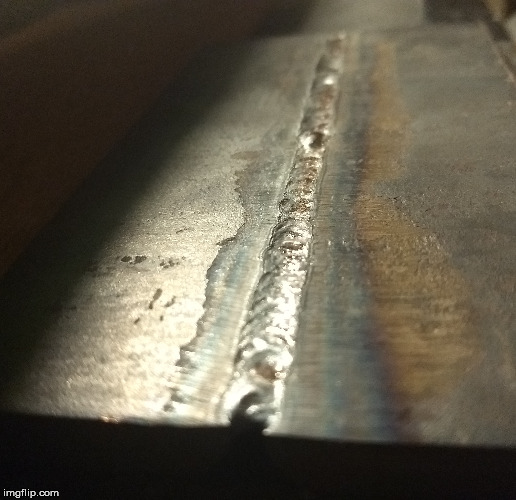
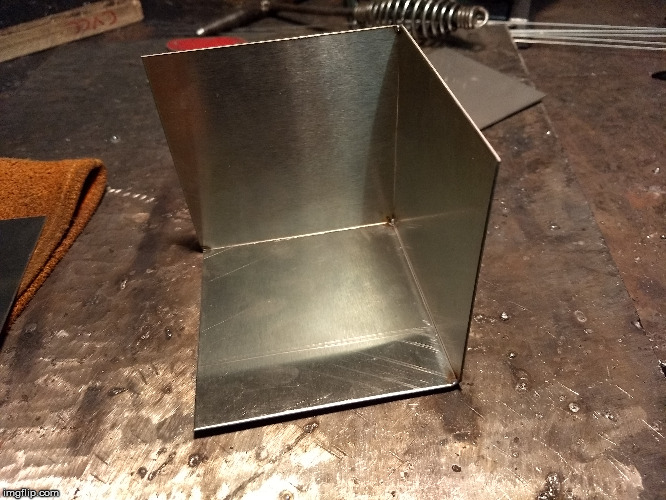
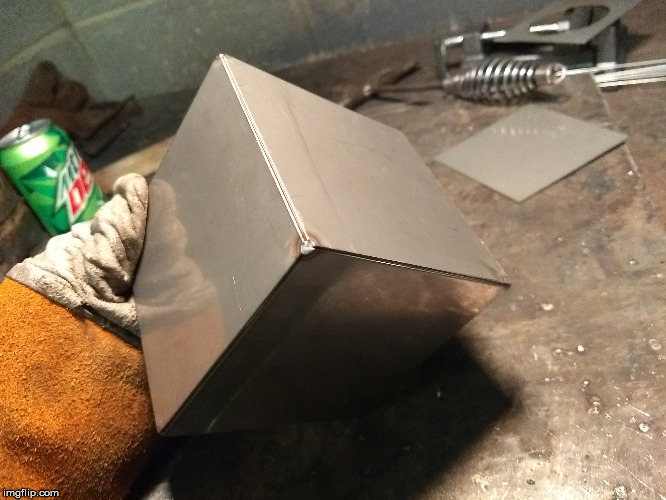
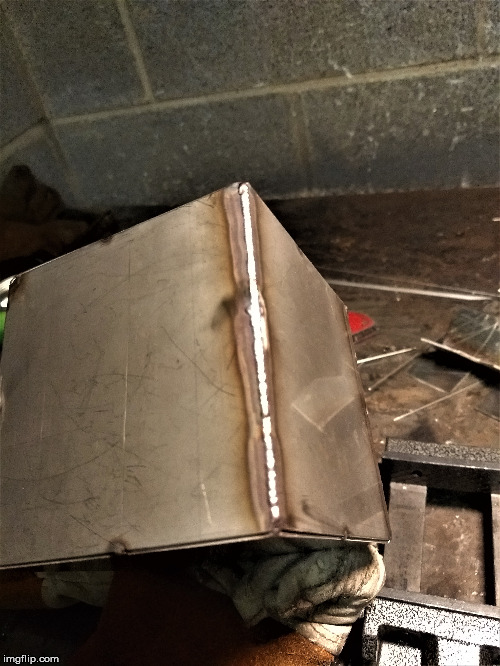
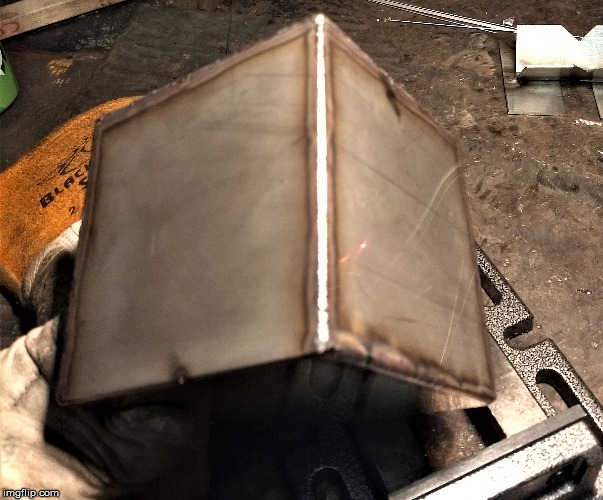
 So after a few weeks off, I'm back at it. I was holding off on posting until I knew what I was actually doing, so heres a quick rundown. I WAS, in the pipe welding class, and Metallurgy. Metallurgy and pipe are required and I have been trying to drill down and finish. But after speaking with the program manager, I won't have a single class in the fall to take because of the way they set everything up. So no matter what, I will be taking classes in the spring of 2020 to wrap up my degree and will graduate then. So now on to my choice. I REALLY wanted to do the master TIG class, but it isn't required. I was going to skip it, but I realized I would be taking classes in the spring anyways, so why not drop metallurgy until then and take it with the other two classes need to graduate. The advanced TIG class is only offered in the summer, so this was my one shot. I don't plan on taking any summer classes next year, so I dropped metallurgy and swapped for this one. Well then shit hit the fan. The day to pay for both classes came, and I paid 500 something of 990 something. I explained to the accounting office I wanted to split the money between both classes, to reserve my spot and I would be paying the remainder by that Friday. They said no problem, you are good to go. I log in that Friday to pay, and low and behold they applied the entire balance to one class, and dropped me from advanced Tig. So I was livid, but they couldn't do anything as the class was now filled up, and I just had to ask the teacher to overload it. Problem is there are only so many TIG machines available and I pretty much had to hope someone would drop the class tonight or Thursday night. 12 spots in the class. I show up and I'm like the 7th person in the class, and explain my situation and teacher is cool with me hanging around. He says it won't be a problem to get me in, as he had several people drop out. Lucky for me I have had this teacher before, and hes a really great guy. About 20 mins in to the lecture some dude shows up, and I actually felt bad for the kid. He never even got a chance to sit down before he was drummed out. Teacher asked him his name, and then if he had done the prerequisite class, and he had. He says ya, and the teacher asks him if he got atleast a B in it. Kid starts to stammer, and says he doesn't remember... Teacher says I already know what your grade is, and it took 4 years before someone earned an A in this class, and he is wasting his money to which he says oh ok thanks for the heads up, and walks out. So I am now in. Advanced Tig and Pipe are my courses this semester, and I will try and grab more pics than tonight. We hit the ground running, with some 16g stainless welds. Here's the few I remembered to take. Really looking forward to this class, and getting some more TIG knowledge under my belt. Weld in the back right was a scrap plate, the first project is the funny looking trough 
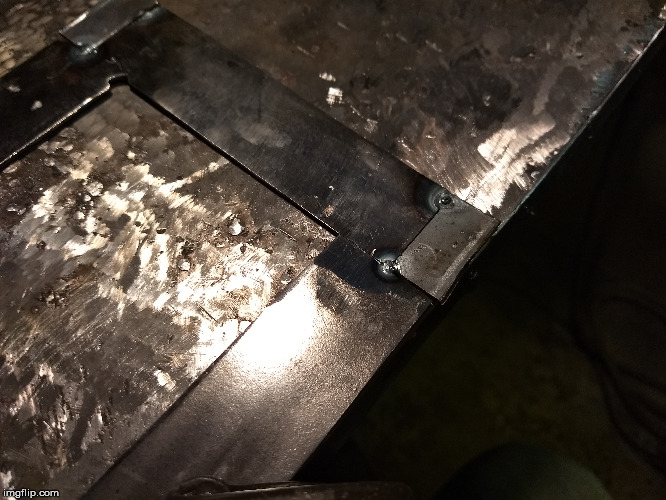
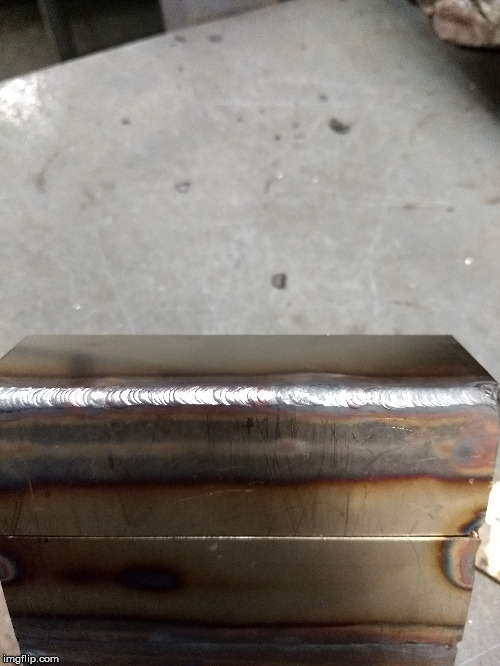
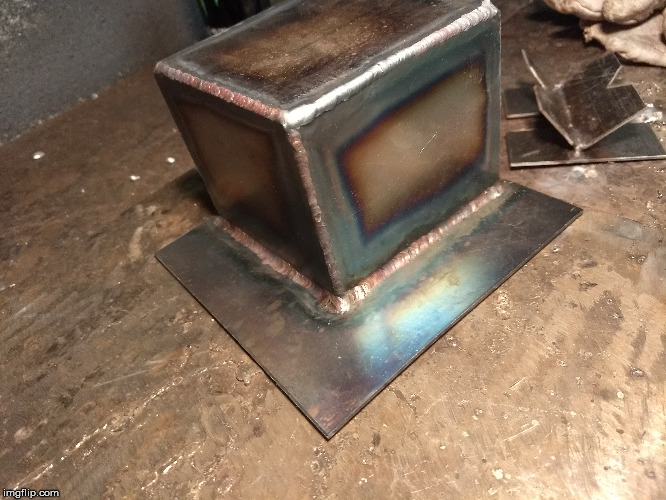
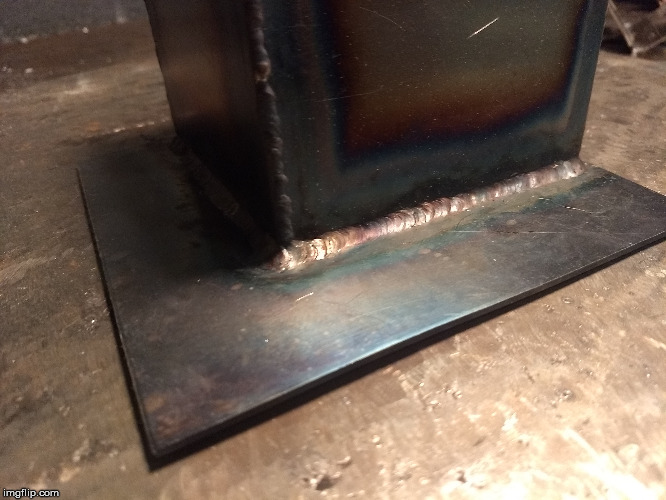
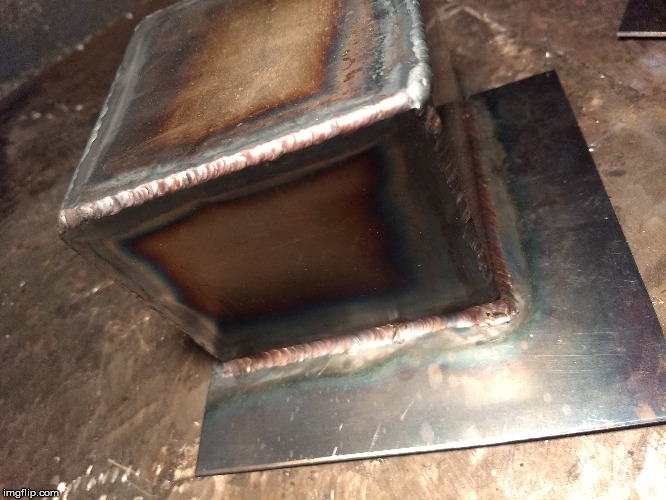
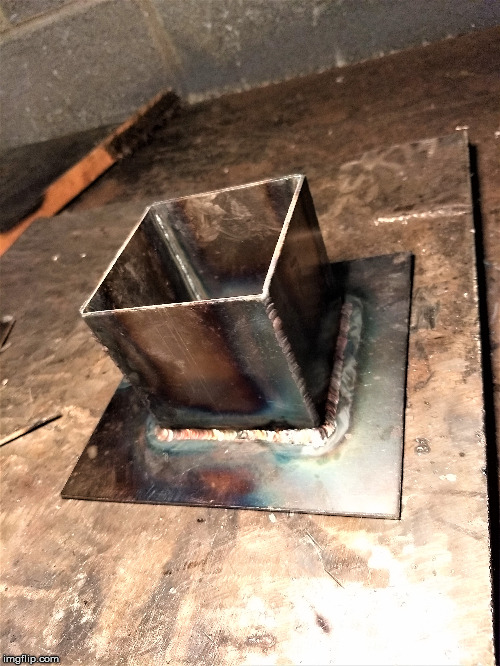
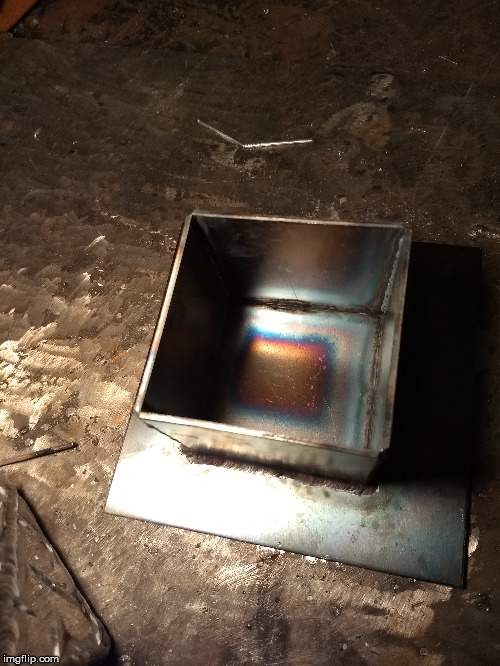
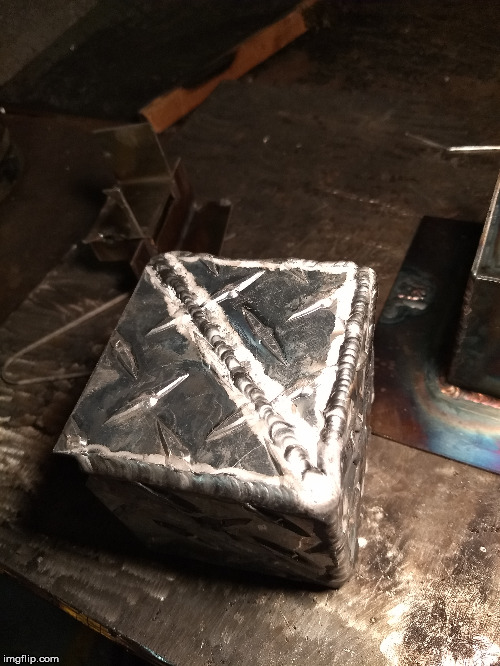
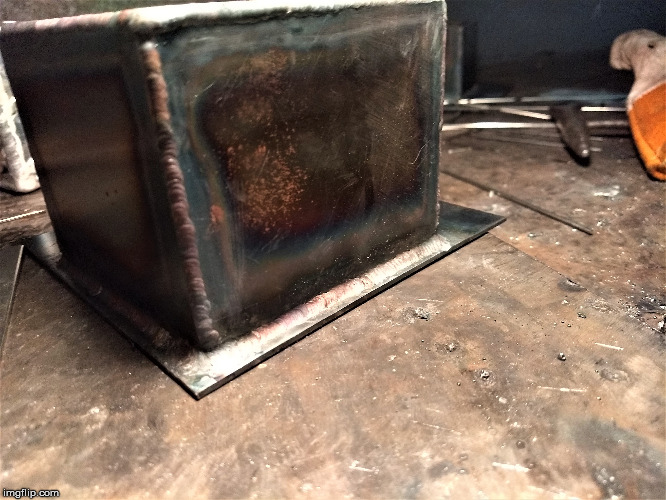
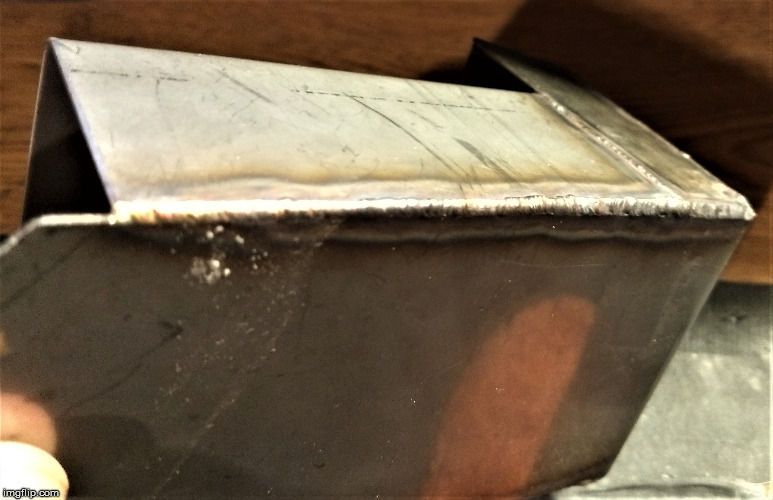
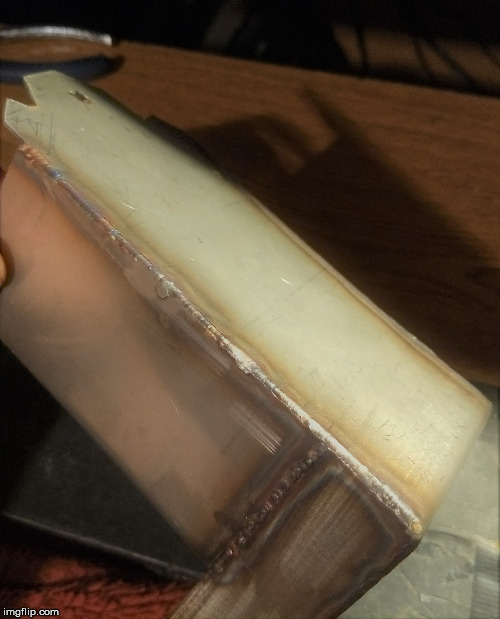
Next up is a box. I forgot to take a pic of the smaller side, I'll do that Thursday. I water tested it before putting the top plate on. It was leak proof 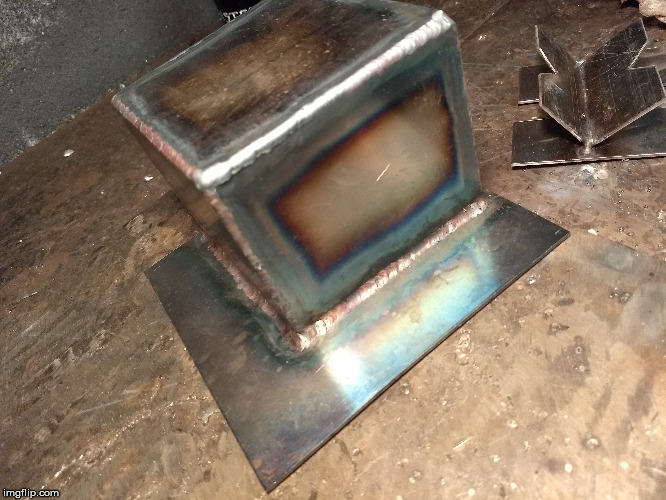
|
|
|
|
[#34]
Quoted:
http://britfa.gs/dev/src/147757723110.jpg So after a few weeks off, I'm back at it. I was holding off on posting until I knew what I was actually doing, so heres a quick rundown. I WAS, in the pipe welding class, and Metallurgy. Metallurgy and pipe are required and I have been trying to drill down and finish. But after speaking with the program manager, I won't have a single class in the fall to take because of the way they set everything up. So no matter what, I will be taking classes in the spring of 2020 to wrap up my degree and will graduate then. So now on to my choice. I REALLY wanted to do the master TIG class, but it isn't required. I was going to skip it, but I realized I would be taking classes in the spring anyways, so why not drop metallurgy until then and take it with the other two classes need to graduate. The advanced TIG class is only offered in the summer, so this was my one shot. I don't plan on taking any summer classes next year, so I dropped metallurgy and swapped for this one. Well then shit hit the fan. The day to pay for both classes came, and I paid 500 something of 990 something. I explained to the accounting office I wanted to split the money between both classes, to reserve my spot and I would be paying the remainder by that Friday. They said no problem, you are good to go. I log in that Friday to pay, and low and behold they applied the entire balance to one class, and dropped me from advanced Tig. So I was livid, but they couldn't do anything as the class was now filled up, and I just had to ask the teacher to overload it. Problem is there are only so many TIG machines available and I pretty much had to hope someone would drop the class tonight or Thursday night. 12 spots in the class. I show up and I'm like the 7th person in the class, and explain my situation and teacher is cool with me hanging around. He says it won't be a problem to get me in, as he had several people drop out. Lucky for me I have had this teacher before, and hes a really great guy. About 20 mins in to the lecture some dude shows up, and I actually felt bad for the kid. He never even got a chance to sit down before he was drummed out. Teacher asked him his name, and then if he had done the prerequisite class, and he had. He says ya, and the teacher asks him if he got atleast a B in it. Kid starts to stammer, and says he doesn't remember... Teacher says I already know what your grade is, and it took 4 years before someone earned an A in this class, and he is wasting his money to which he says oh ok thanks for the heads up, and walks out. So I am now in. Advanced Tig and Pipe are my courses this semester, and I will try and grab more pics than tonight. We hit the ground running, with some 16g stainless welds. Here's the few I remembered to take. Really looking forward to this class, and getting some more TIG knowledge under my belt. Weld in the back right was a scrap plate, the first project is the funny looking trough https://i.imgflip.com/324e9d.jpg Next up is a box. I forgot to take a pic of the smaller side, I'll do that Thursday. I water tested it before putting the top plate on. It was leak proof https://i.imgflip.com/324eap.jpg https://i.imgflip.com/324ed3.jpg https://i.imgflip.com/324edm.jpg https://i.imgflip.com/324ee0.jpg I will say that it taught me a lot about puddle control.Keep us updated. |
|
|
|
[#35]
Haha I was so bad at oxy welding. I really wish I had taken some pictures of just how bad my first welds really were.
I grabbed some pics of my second night of Tig welding, but I was absolutely slammed in my first night of Pipe. I also wasn't as concerned about taking any, because the first night was just getting us back into 6010 open root, in vertical. Basically you have to prove you can weld 3G open root plate, before we can even get the schedule 80. Our school is really anal about the pipes being wasted so I probably won't bother taking any until I'm actually doing pipe. Second night of Tig was great, my buddy who was in a few earlier classes stopped by to catch up with our old teacher, so I was a bit distracted and didn't do as much as I wanted, but I still knocked out the assignment. The new box was supposed to be different, but the teacher accidentally cut the gussets too long, but they too will be added on Monday. The key is to building it so that it's watertight, and with a focus on weld appearance. The other project is a aluminum box, but I could not find a single set of triangles that was the right size to close mine out, but I'll make it work and finish this Monday. Going to be doing some small diameter pipe soon. Everybody's doing really good in this class, and I can honestly say there are some really good looking projects being turned in. My pipe class, well that's another story. We missed Monday because of Memorial day, so our only class was Wednesday. I have a feeling quite a few people are going to drop it. I started setting up in my booth, and switching the machine off Tig and onto Stick, and the guy next to me comes over, and asks me what I'm going to set mine at.. which told me he had no clue what his amperage range should be.. not a great sign. I asked him what size electrodes he's using because you have to determine what setting to use by electrode size. He doesn't say a word, and comes back over with a 10lb box of harbor freight specials. Vulcan 7018 1/8th. I say ya thats your fill and cap, but what size 6010 are you using. He looks at me and just says "I just want a good grade"..... I'm kind of baffled by that, and I'm like ya me too, but what size 6010 do you have... and he just looks down at his Vulcans and back at me and says "I don't need any special electrodes, I just want to pass..." I then realize he has no clue what I'm talking about, and try and explain that you can't use 7018s to run a root pass. He gets visibly irritated and exclaims "I have to buy those too??!!"... I'm like ya man. He then asks again why he can't just use the 7018s and I try and explain that in vertical, it just droops out the back side, and you need the 6010s to penetrate blah blah blah. It's now been 5 mins of dealing with this, he's obviously not believing me so I finally just say dude the teacher is right there, go ask him. Teacher gives him some 6010s and tells him the same thing about 7018s. Not 5 minutes later he comes back over to ask how to tack it together.  A couple hours later, I take a smoke break while I'm waiting to use the vice, and he comes out. He asks me if EVERYONE had to stay until 9:30. I'm like ya man, unless you have a really good reason your expected to stay. He then starts ranting about how "its not fair that we have to wait for everyone else to finish, if we finish our one piece..." I explain that the way our teacher runs it, it doesn't matter if you make 100 or 1, you are expected to stay until class ends, because were here to weld. He then goes on about how its such bullshit, that every other teacher had let him make his one piece, and leave.. I was expecting him to say he had just started the program, but this mother fucker is one class away from graduating (I have 3 left). A couple hours later, I take a smoke break while I'm waiting to use the vice, and he comes out. He asks me if EVERYONE had to stay until 9:30. I'm like ya man, unless you have a really good reason your expected to stay. He then starts ranting about how "its not fair that we have to wait for everyone else to finish, if we finish our one piece..." I explain that the way our teacher runs it, it doesn't matter if you make 100 or 1, you are expected to stay until class ends, because were here to weld. He then goes on about how its such bullshit, that every other teacher had let him make his one piece, and leave.. I was expecting him to say he had just started the program, but this mother fucker is one class away from graduating (I have 3 left).
It really pisses me off that these guys are the ones who are going to leave with a degree, go to a job interviewer and make the employer question every single person who apply's from our school. It really makes me angry that these guys are somehow being passed in these classes, and don't have a clue what they are doing. By this point, he should have not only welded in all positions, but he should've done open root for the majority of the qualifications class. He had clearly never welded vertically, and had no fucking clue what a 6010 electrode is. Anyways, rant's over. Here's the few pics I did get from my second night of Tig. (the white cutouts are my initials, we have to weld them on to the work) Fillets around the base, vertical up on the outside corners. 




|
|
|
|
[#36]
So I managed to grab some pics tonight in my pipe class. Not every one looks good, hell not even close to half are done even close to right, but with every root I learn something and can improve on something. We are also re-using some plates so I put a red line through welds I didn't make.












|
|
|
|
[#37]
And a special treat, I decided to try and take a video. I figured it was about time to give it a shot so enjoy
Click To View Spoiler |
|
|
|
[#38]
So advanced Tig tonight, I am loving this class. Plenty of really challenging projects, so much so that we are all trying to catch up each night. 4 hours just isn't enough time haha.
I still have to add 4 gussets on the "rocket" and I'll be doing that and the other 3 gussets on my box hopefully by Thursday. I don't think anyone was able to finish the entire thing but everyone is doing really good work. I took a ton of pictures while I was cooling my project, so enjoy. This my previous weeks work, showing the otherside of the first box. 
 Start of the "Rocket Ship" 











 This is a classmates, he did a great job. 
This is the class assignment area. 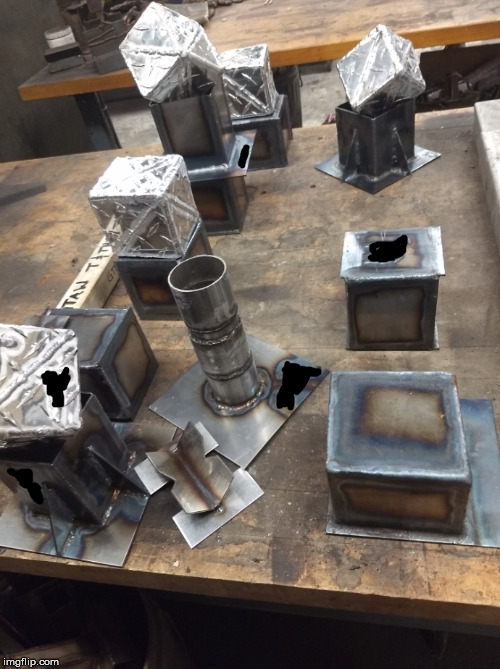
|
|
|
|
[#39]
So another week down. We are doing a ton in my Tig class, so much that even welding from about 5:45 until 9:30 with no more then a couple smoke breaks, I am struggling to get it all done. Really everyone is, but we are all chugging along trying to get it done.
Tonight's project was a tricky one. It seems straightforward, but you run into some tight spaces and figuring that out is going to be interesting. It also has to pass a water test on the first try, so I really take my time to make sure my fitup is good, my pieces are cleaned and my angles are right. The hardest part for me has been the gussets. Really hard to get a good angle on those really tight corners and that has whats been taking me the longest to do. I also have been welding in position, so getting back in my vertical groove is taking me a minute. We have some really good projects coming down the pike, and I personally am really enjoying this one the most of any of the classes I have done. My pipe class is also progressing decently, I am getting the hang of doing my fitups and lands, and laying the root in. My cover passes still need a lot of work, but I should be onto schedule 40 pipe next week. Here's what I did tonight. Most of the night was spent on the stuff I had not finished yet and getting those damn gussets in and looking halfway decent. I was able to do tonight's assignment in a little less then an hour, but that also still has to be finished but I don't expect that to take very long. Box with gussets, I was able to knock out all the vertical welds on both sides, now I just have to do the base fillet welds, and I was working on those right before I had to leave for the night. 
Rocketship, working on those gussets. Two more gussets to be added, and then it's done. I hope I'll have this and my box done in about an hour on Tuesday. 



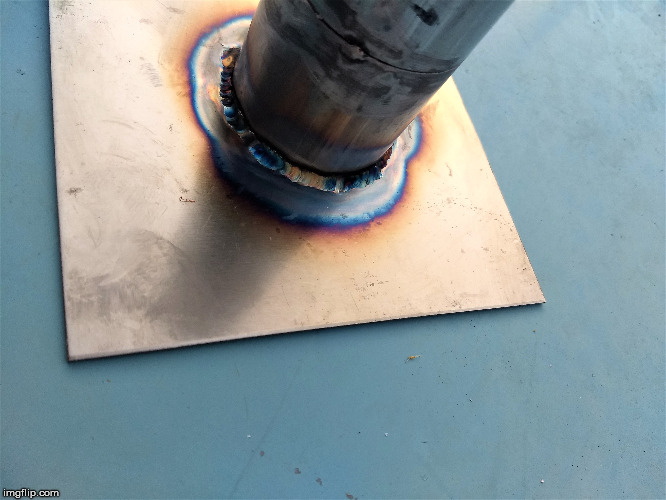
Starting tonight's project. I love doing pipe with Tig. 






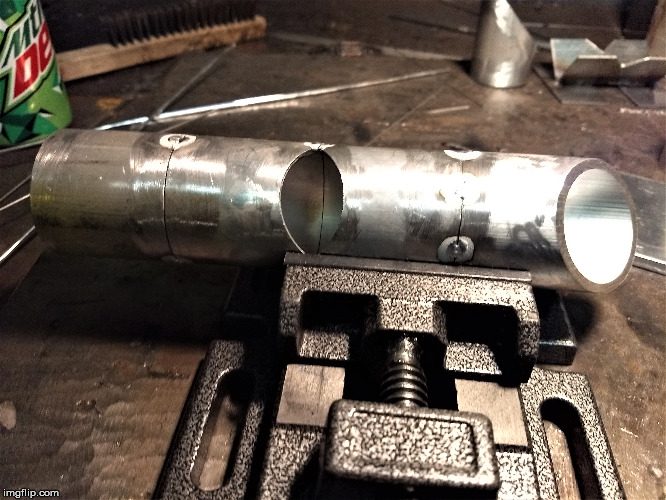
Adding a smaller pipe on the other-side. There will be a second pipe on the otherside, and the point is to get us used to welding in very tight places and close to the edge of plates. 




|
|
|
|
[#40]
So I was really working to push these previous projects out, and I don't know why but I was just off my game tonight. I just kept dirtying my Tungsten on the very tip and didnt manage to get back into my groove until we were almost done for the night.
Heres my progress, still playing catch-up I managed to finish the pipe project, and it wasn't as bad as I expected. It probably would have been better if we had flat back caps, but I was still able to tie in well and it came out pretty good. Gussets are very close to being done, just a matter of a few beads in awkward positions which is taking me a while since I keep fucking my tungsten up every few seconds. All gussets are now on and in place however. Rocketship is close to being done thank god. Hardest part is tying into the very corner with the gaps. I just can't seem to get a good angle to fill it. 




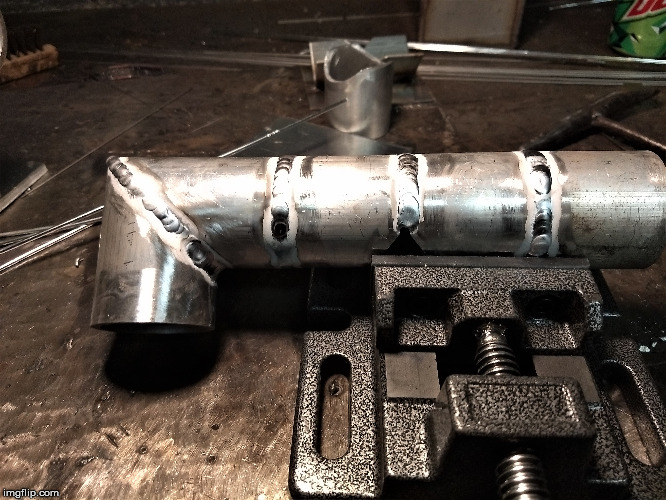
Pipe project done. 





A pic of the assignment area. Mine is the red box on the right side. 
|
|
|
|
[#41]
Quoted:
Well tonight was the last night of actual welding I was a little bummed, I was almost an hour late to class because my starter decided to crap out on me but I made it and was able to do one final project. I had this in mind since I started aluminum and I figured it was my last chance to do it. My teacher has been really nice about letting me stay as late as I want, so I finished this up and called it a night after only about an hour. My pipe project remains unfinished but I hope I'll be able to fill and cap it sooner then later, but for now its stashed in my locker. So this is a side project for my current job, and something I thought of that would help my boss whose eyesight is failing. Its for lack of a better term, a target. It will be put on a survey rod , to give the person working the instrument a more visible target to focus on at longer distances and will be much more visible then whats currently on it. I have to tap a hole in the base, and I may contour it some to lighten it further but I'll add some pictures of it on the rod so you guys can see what its used for. I plan on adding high visibility paint or reflectors to the front side, and will leave the back bare aluminum. So here it is, my final project. https://i.imgflip.com/30c2d8.jpg https://i.imgflip.com/30c2dt.jpg Aluminum is fun, but hot work, especially heavy stuff. We had to weld a lot of 1/2" stuff with TIG, until they got an aluminum mig welder. That was the cats nuts. Made it so much quicker. I don't weld as much as I used to, and my eyes aren't as good as they used to be either. Keep up the good work OP. You are progressing along well. Good luck in the job search. |
|
|
|
[#42]
Quoted: I remember one of the fist thin aluminum tig jobs I did. It was a frame made from aluminum extrusion. It was only about .080" thick. I welded it up, ground the welds and took it to the boss for inspection. He asked if I beveled the miters before welding and I said I did. He proceeded to drop it on the floor and the welds broke and it fell apart into 4 pcs. I guess I didn't bevel them enough and had ground most of the weld away. Aluminum is fun, but hot work, especially heavy stuff. We had to weld a lot of 1/2" stuff with TIG, until they got an aluminum mig welder. That was the cats nuts. Made it so much quicker. I don't weld as much as I used to, and my eyes aren't as good as they used to be either. Keep up the good work OP. You are progressing along well. Good luck in the job search. Thanks for the complement, its been well worth taking these summer classes. |
|
|
|
[#43]
So I keep forgetting to take any pics during my pipe welding class (stick) but it is not going nearly as well as my Tig class. I just can't get my root to be consistent and for some reason on my first pipe, I managed to make the coverpass look like dogshit too.
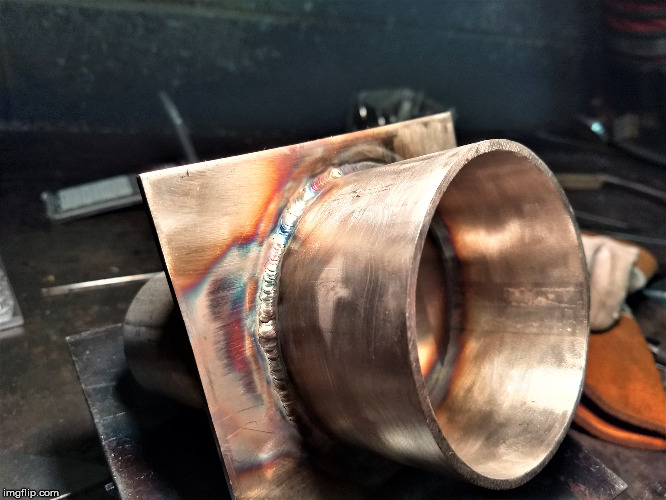
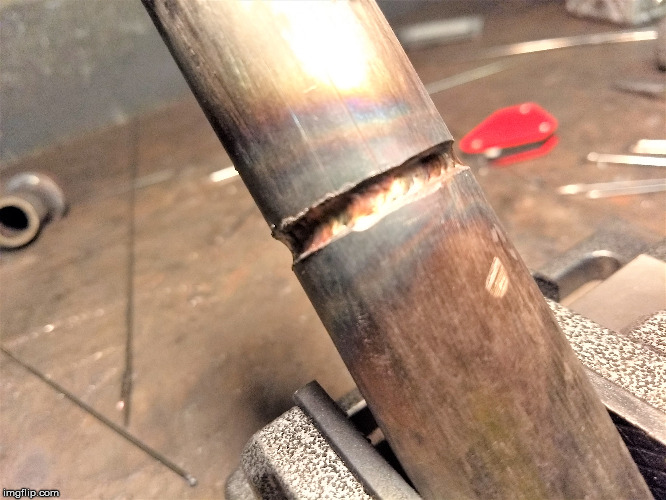
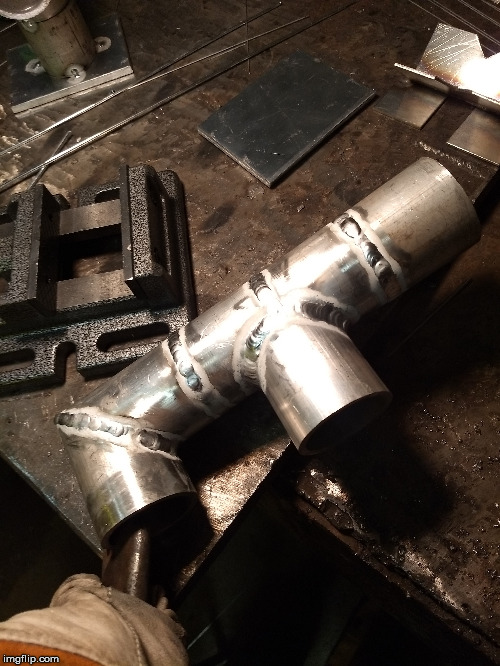
Honestly I have had a hectic week and have felt off my game all week, hopefully I'll be back on it next week. So here's what I did tonight in my Tig class, and I'll include a diagram to explain it a bit. Pipe was different sizes even though they look the same in pictures. One was 3/4 pipe and the other was I think inch diameter. The thing with these is, while you would think the weld would be larger and go to the edge, the problem with doing that is you end up over building the weld. The recess was by design, and part of the assignment. The other thing is the fittings have a ledge inside but if you put a high pressure pipe all the way down, he said it will eventually blowout so you have to leave a gap. You'll see that in the diagram. The far left highlight shows the weld bead size is equal to the thickness of the pipe, not the fitting. So here's what I remembered to take tonight. I forgot to take a pic of the completed larger pipe, and the double bead cap on the open root extension. (the open root was something I just wanted to do, it was not required) 



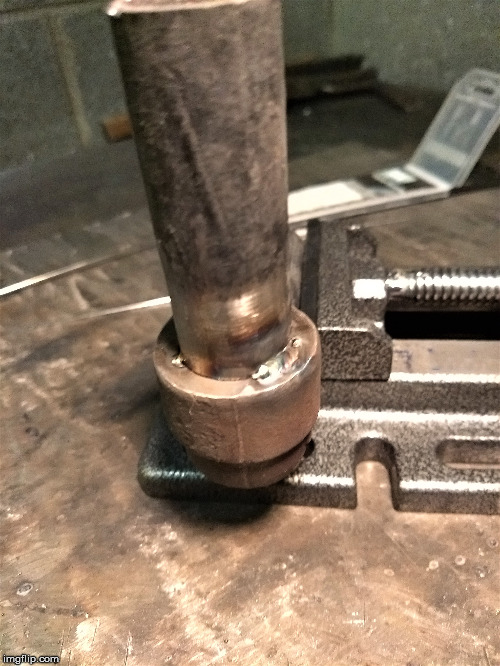
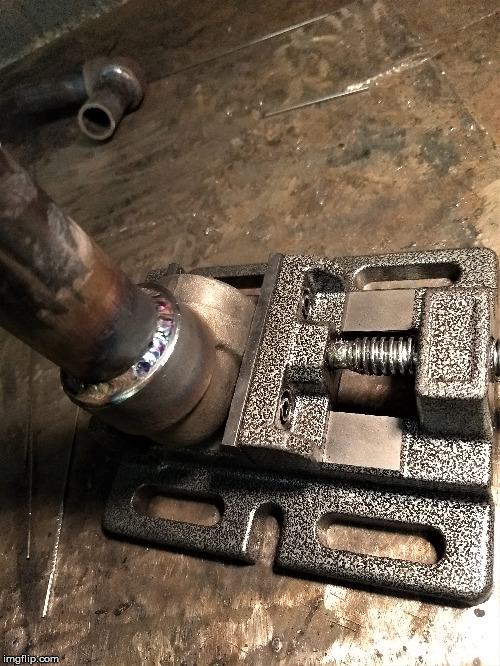
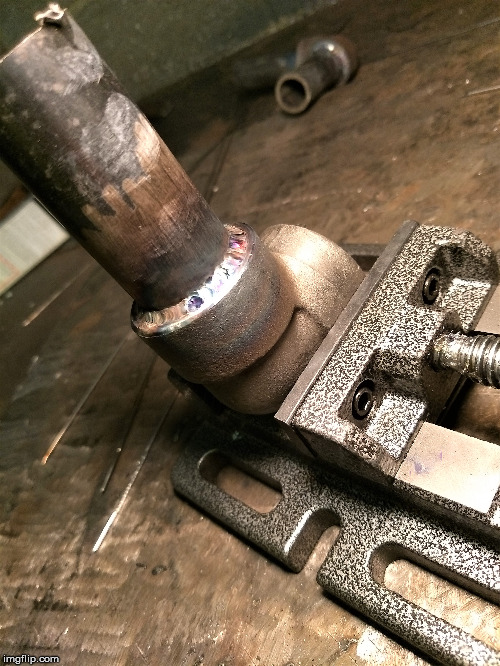



Open root. I forgot to take any more pics after the hotpass. The root laid in very well, and it flushed out really good with the hot pass. Had I added a bit more filler I probably could have left it with a single pass, but because it was slightly recessed I added a two bead cap on it 






|
|
|
|
[#44]
I finally remembered to get some pics of my pipe class. It went better this time, my root actually went in great but my cover pass was fubar again. Still working on getting that down.
Here's what I got. 









This is the first fill pass, not the final cap 
|
|
|
|
[#45]
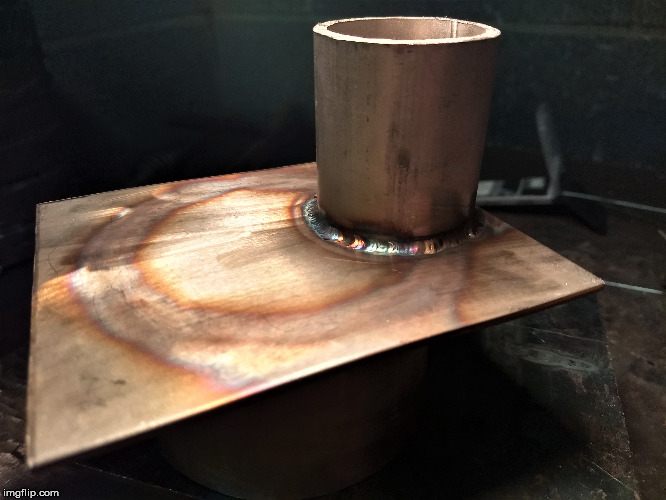
So I got a ton of pics tonight, and I remembered to take pics of the finished Tig socket pipe. I also took a couple of a buddy's projects cause he did a great job and they look awesome.
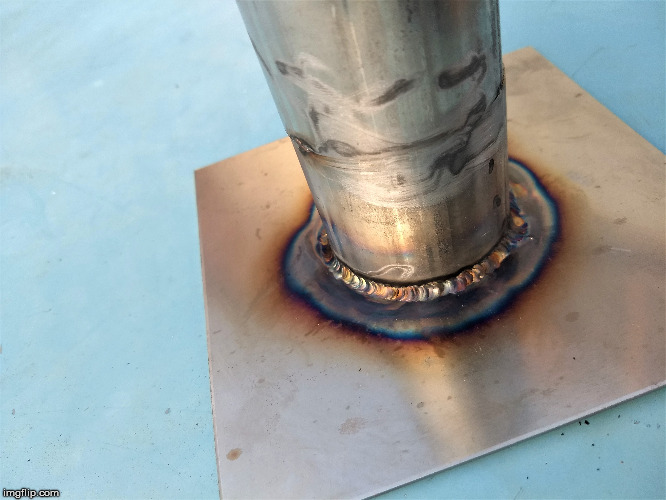
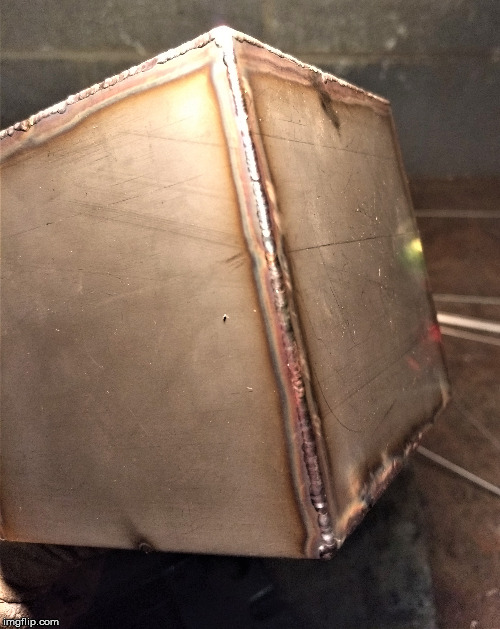
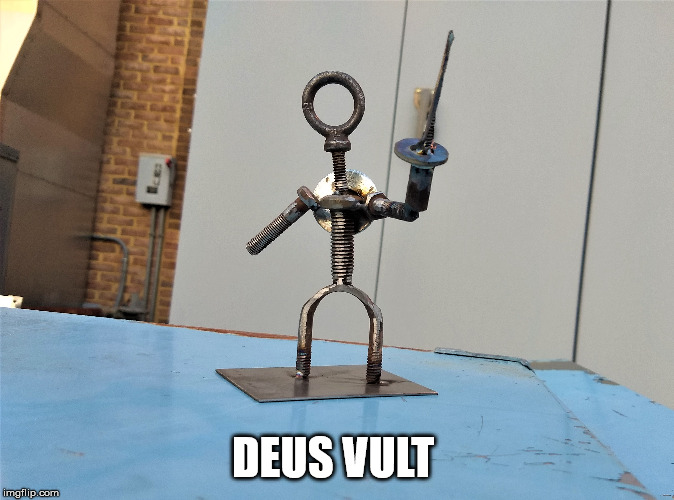
We also switched to 1/16th tungsten tonight, and welded some 20g stainless for the first time. So that was really interesting, and fitup was critical on this project. If you had more of a 1/16th gap on the outside corners, you would end up eating up the plate trying to fill it. We also used filler so making sure you were not adding to much filler took some getting used to. A couple people failed to make sure they had a really tight fitup and ended up with giant holes all over the cube because of it. I set my amps at min of 5, max of 28 and very rarely pushed the pedal more then 3/4 of the way down. Then I switched back to 3/32 tungsten and did a project I had not gotten to yet, which was aluminum pipe. I was able to knock this out in less then 30 mins and am finally completely caught up with all the projects. So here's the pics I got. First up, this was a awesome little figure my teacher welded up a while ago. I took one look at it, and recognized it and complemented him on how great it is. He told me I was the only person who had seen it, and recognized what character it is. 
Click To View Spoiler And this was made by a buddy in my class's artwork. I think he did a great job. 


This is the completed socket welds I did the other day 

This was my project on Tuesday. It is a section of Open root schedule 80 pipe, with a 1/8 gap and 1/8th filler rod. I wasn't particularly happy with my caps on these, but my roots were solid. If I could have used 3/32 filler I think they would have looked a bit better. The weave on the left looks like there is undercut on the sides, but for some reason it's just the way the shadows made it look. 


Here's the start to my 20g box. I made sure to square it as I went so when I got done tacking it, I only had one outside corner that had a small gap on it. 
This was the first side I started with. I was adding too much filler, but I was able to course correct as I went 






Here's my aluminum pipe project. One in the background is the example tacked up by the teacher. 








And here's my hood, it's been the best purchase I have made in this program. Highly recommended. 
|
|
|
|
[#46]
Sorry for the delay, I have been swamped at work and school this week and just have not had any time to get the boatload of pics up.
So we are getting close to the end of the semester, which should be done around July 12th I think in one class, or both I honestly can't remember. We have been doing a bunch of food grade stainless that's 16g and in the pipe class I finally was able to get my roots down in 2G and am finally moving on to 5G. The goal is to get to 6G before it's over. Bunch of fun projects, and a ton of knowledge gained so far. I have also been trying to figure out how I'm going to keep this from being archived because I won't really have much to post about between when class ends in July and when I go back in the spring of 2020. I have a personal project I have been prepping for months now, and I finally have gotten all the parts needed and I will be doing that while I'm on break. Here's what I got. Descriptions above each section. First up is an update on my aluminum triangle. After being super busy for months now, I was finally able to finish this project and I am stoked at how great it works. For those unfamiliar with how land surveying works, you have an instrument and rod. We use older equipment because were a small company and spending 50 grand on new GPS equipment is just not really feasible. When you look through the instrument it's basically like looking through a rifle scope. There are crosshairs that you adjust to the prism in the rod, and that reads the angle and distance. The problem is my boss's eyesight is not great because of diabetes, and he could not find the rod's prism on longer distances in the woods. We had done cheap fixes like tying flagging on it and tried to wave it so he could get a general idea of where it is. That rarely worked, so I had a idea and made this. I had intended to have it the other way, but after mounting it I realized the way I had it, the base would obstruct the bubble you need to see to make sure it's level. So I decided to mount it like it is in the picture. It's helped a ton, and the boss is now able to see the prism at 600ft again which saves me a lot of extra work. Really glad to have this done, and being used like I had hoped. 

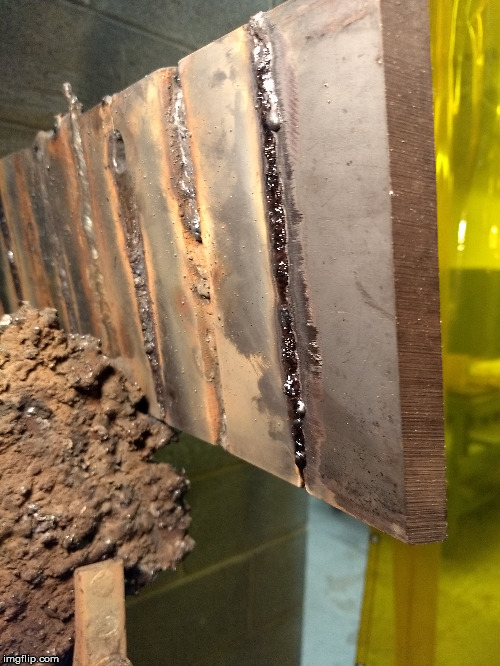
Next up is the few pictures of my pipe class I took. This class is really fast paced, and I just don't have a ton of time to take pics because I am really focused on not sucking at pipe welding. I was really struggling with my cover pass. As you'll see in this first pic, the roots are in there pretty good (some spots had lack of fusion when I was not feathering my tie ins but I got that down). But I was butchering the cover pass. There are a couple reasons for it. First I'm pretty sure this is schedule 40 pipe. The bevel is not that great and it's been really hard to do what our teacher want's us to do with this. We are using 6010 1/8th electrodes (5P+) and the fill and cap is done with 3/32 7018's. We are supposed to be doing the root, hotpass, fill and then cap which is pretty standard. The only problem is there is almost no way to really put a fill pass in these without grinding your hotpass down a bunch. And for me, thats hard to do because of the way we are grinding them. The bevel gets lost and if you follow your grind lines, you get a wavy first coverpass. I was also running to cold on my cover trying to avoid undercut, not moving fast enough around it, and my electrode angle was way off. I finally was able to correct that and am now finally moving on to 5G on Monday. I wish I had better pics but I promise the first few attempts looked really shitty. 
Next up was Moday's project. It's an oldschool matchbox holder, that is I think 22g I can't remember exactly now. By far the thinnest metal we have done. The fitup was absolutely critical on this, because a lot of the outside corners were pretty much fusion welding, with very little filler added. The butt joints however had to be filled, and any gaps even a 1/16th in size would cause the metal to melt rapidly. I would have liked it to come out a little better, but I was pretty happy overall. Gave it to my Mom for her birthday. Several people did not pay attention to instructions of fit-up, and had gaps around 3/32 in size and paid a heavy price for it. 




Next up is a fun project I made while waiting for stuff to cool down. My friend who made the knight and tractor gave me some bolts and stuff. If you attempt this, make sure to have good ventilation and try and clean some of the metal as a several were putting off some nasty smoke. 
Here's something else I was practicing with on Monday. Food grade stainless, butt joint with filler added. 1/16th tungsten and filler, and the metal I think was like 16g? 





And here's tonight's project. Again fit up was critical and so was following directions. It was an exercise in paying close attention to bead size, appearance and quality over doing it fast. I learned a good lesson on paying attention tonight, as I was tacking it up and making sure my fitup was good and tight. Except I was not paying close attention to what I was fitting up. I tacked the two end pieces together and only realized it when I had put my 4 tacks (quartering it) in. My teacher was really nice about it, and was actually really impressed at how strong my tacks were (full penetration) and it took us quite a bit of effort to get it apart and not destroy it in the process. I was pretty irritated at myself because it got all scratched up removing it, and then cleaning the metal back up with a flapper wheel. It had to be water tested and it was required to be airtight on the first attempt. The bottom is not completely welded as you'll see, by design. 










|
|
|
|
[#47]
I am still in shock boys. I got some incredible news today. I saw it in my emails and was floored I had been given a scholarship, but didn't know until I got home how much it was for. I figured if by some one in a million chance I did win one, it would be for a couple hundred bucks which would help me so much. But my jaw dropped when I saw the total amount. This is just incredible. If I'm correct in how many classes I have remaining, this should cover all of them.
I'm really at a loss for words. Winning both the AWS district scholarship, and the Arc3 scholarship was something I had never even dreamed of. Yet again my teacher's went above and beyond to help me get this, and it really just shows how much they want to give to us students. |
|
|
|
[#48]
That is great! Congratulations!
|
|
|
|
[#49]
Quoted:
That is great! Congratulations! |
|
|
|
[#50]
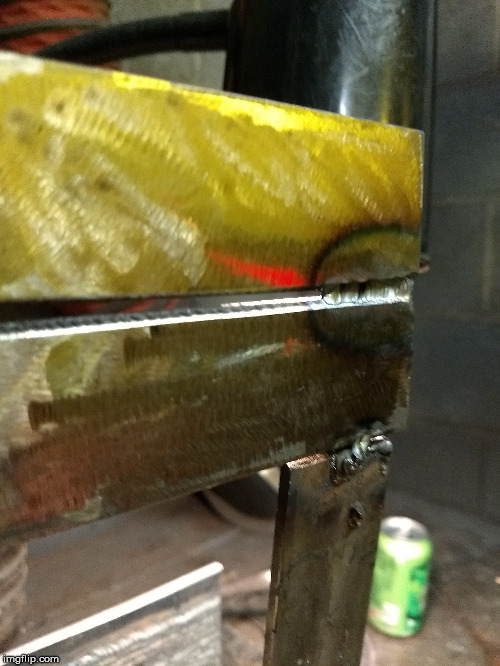
I only got a few pics tonight, but it shows somewhat of what I'm working on in my pipe class. I was pretty happy with the root on my first 5G attempt. It was nothing I would want to bend, but I got a feel for it for sure.
It does blow my mind just how lackadaisical several people in this class are. We are on the very tail end of this class with only a couple weeks left and they are just floating around doing jack shit 90% of the time. The one guy who had pretty obviously never done any open root before this class, and definitely no vertical welding just wanders around. I watched this guy make a 4 inch pass, and leave his booth to just wander around for a few minutes and continue to do that the entire class period. I watched him grabbing aluminum filler rods from our tungsten class to use as his spacer, and then complain his gap is never the same..(aluminum filler compresses really easily which is pretty basic knowledge) I don't think he ever even got to the hotpass on one pipe section. Another dude has was bitching about the teacher calling him out for only doing two sections last class. I finally figured out why. He has not welded a single one all the way out yet, and spent the last class welding two roots. 3 and a half hours to put in two roots and that was it. He just kept saying "well I don't want to weld it out until I get one with a good root"... I really don't get it. Why even waste your time doing this if you are just going to spend 75% of your time smoking outside and bitching about the heat. It's not like an actual job welding is going to miraculously become a cushy job in the AC welding one piece a shift for 50 an hour. Here we go. Tacking it up 
3/32 landing and gap 
You can sort of see the metal still cooling after I got done going from 6 to about 10oclock. (I edited the img to try and show the glowing metal better) 
Now that I'm about halfway up one side, I'm doubled back and went from 6pm to 3 on the otherside. You can see the keyhole getting bigger, mainly because I fethered the tacks too much and they broke on both sides as I went up, widening the gap up. The heat caused my keyhole to get larger, and I turned my amps down a lot to close it out. 
Here's the root cleaned out. Ready for the hotpass. 

|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.








