|
[#1]
Wow
So when does class start? |
|
|
|
[#2]
Damn bubba, I do mine on a Craftsman drill press. It's a pita but it gets the job done.
|
|
|
|
[#3]
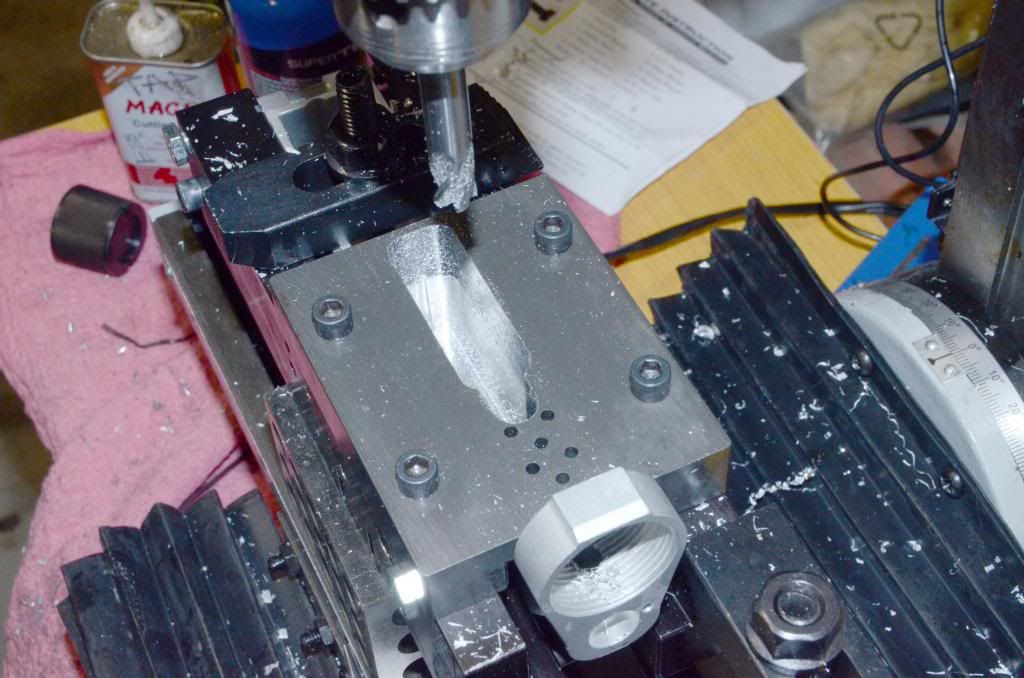
I need to know more about your set up! That comes out very clean.
How much? What kind of press is that? Where do I get one? |
|
|
|
[#4]
Quoted:
I need to know more about your set up! That comes out very clean. How much? What kind of press is that? Where do I get one? There are a number of Sieg X2 mills. Harbor Frieght's is about $410 with the 25% coupon. This one has a couple of improvements - a DC brushless motor (less RFI issues on the DROs) and a 0.05" per revolution on the screws. Micro-Mark had a 20% coupon on Veterans Day. You end up spending as much on the tools as the mill - clamps, collets, end mills, gauges .... I've made five lowers on the thing in the last three weeks ... so those, plus the B.A.D. A.S.S selectors, Raptor charge handles, Magpul furniture, the uppers ... figure about a million dollars. |
|
|
|
[#5]
I think I may have been the last person to rent 80% Arms CNC machine. It was the last Sunday of April this year, a week or so later I read that they had to shut down the next day per ATF..
They sure do make a fine 80% lower. |
|
|
|
[#6]
Quoted:
I think I may have been the last person to rent 80% Arms CNC machine. It was the last Sunday of April this year, a week or so later I read that they had to shut down the next day per ATF.. They sure do make a fine 80% lower. I was contacting them and a couple others right around that time looking for a CNC run mill to use trying to set-up an appointment. I made my first back in 1998 or so and two more in 1999 back when The Tanner was about the only one who was selling them and jigs. I used a drill press and a whole bunch of special sized drill bits ... the one for the buffer tube is a monster! The new type of 80% lower that requires milling the trigger pocket and rear where the upper's back lug drops into, the two 5/32nd holes for the trigger and disconnect pins and the 3/8" hole for the safety/selector can be done with a drill press (my first was done that way) but it's so much easier with a mill. The mill is much stiffer flexing less. Mounting the digital read outs makes measurements so easy. With a mill jig one just has to be careful and watch the depth as there's not much of the bottom of the lower left below that 1.249 deep pocket. |
|
|
|
[#7]
O man I want a pistol so bad.
Very nice job OP.
|
|
|
|
[#8]
Very cool. You have to use a ton of the Dura Coat flattener to make it come
out with no sheen. Learned the hard way. |
|
|
|
[#9]
Quoted:
Very cool. You have to use a ton of the Dura Coat flattener to make it come out with no sheen. Learned the hard way. Uggh. I wish someone had told me that ... I figure 200 grit sandpaper will put a dent in that sheen. I do like the color. |
|
|
|
[#10]
I didn't see the air spring kit on Micro-Mark's site. Did you get the one listed on littlemachineshop.com?
How much difference does it make compared to the torsion-spring setup? Easy to install? I really like that setup. Listed table travel states 8.5" x 4" x 7" in X, Y, & Z directions. Did you use the 12" DRO kits for X & Z and a 6" for Y axis? Glad I didn't bite on that deal Harbor Freight had going... |
|
|
|
[#11]
Quoted:
I didn't see the air spring kit on Micro-Mark's site. Did you get the one listed on littlemachineshop.com? How much difference does it make compared to the torsion-spring setup? Easy to install? I really like that setup. Listed table travel states 8.5" x 4" x 7" in X, Y, & Z directions. Did you use the 12" DRO kits for X & Z and a 6" for Y axis? Glad I didn't bite on that deal Harbor Freight had going... Yes the air spring is from LMS and it took about 1.5 hours to install - most of that was finding a pair of metric taps that could bite (Harbor Freight's sucked, Sears cut through the iron like butter). Yes - two 12" and one 6" DRO. The X axis 12" had to be cut down to 11" or so to fit the back of the table. Easy job but you'll need something to cut the stainless steel if you get the high-accuracy ones like I have. I spend ten minutes with a hack saw, five more with a dremel, five minutes with a brand new metal band saw blade before breaking out the chop saw with an abrasive blade. I have R8 taper collets now and bought a 4" long 3/8" end mill to give me all the clearance in the world. I had a 2.5" long one and struggled. I'm now looking for a 1/4" end mill of about the same length that doesn't cost $50 with shipping. Found them for $25 at Shamrock Tools which is kind of local to me ... right next to Frys Electronics in Anaheim. I need to go by and load up on stuff at both places ... big boy super store! |
|
|
|
[#12]
Quoted:
Yes the air spring is from LMS and it took about 1.5 hours to install - most of that was finding a pair of metric taps that could bite (Harbor Freight's sucked, Sears cut through the iron like butter). Yes - two 12" and one 6" DRO. The X axis 12" had to be cut down to 11" or so to fit the back of the table. Easy job but you'll need something to cut the stainless steel if you get the high-accuracy ones like I have. I spend ten minutes with a hack saw, five more with a dremel, five minutes with a brand new metal band saw blade before breaking out the chop saw with an abrasive blade. I have R8 taper collets now and bought a 4" long 3/8" end mill to give me all the clearance in the world. I had a 2.5" long one and struggled. I'm now looking for a 1/4" end mill of about the same length that doesn't cost $50 with shipping. Found them for $25 at Shamrock Tools which is kind of local to me ... right next to Frys Electronics in Anaheim. I need to go by and load up on stuff at both places ... big boy super store! Quoted:
Quoted:
I didn't see the air spring kit on Micro-Mark's site. Did you get the one listed on littlemachineshop.com? How much difference does it make compared to the torsion-spring setup? Easy to install? I really like that setup. Listed table travel states 8.5" x 4" x 7" in X, Y, & Z directions. Did you use the 12" DRO kits for X & Z and a 6" for Y axis? Glad I didn't bite on that deal Harbor Freight had going... Yes the air spring is from LMS and it took about 1.5 hours to install - most of that was finding a pair of metric taps that could bite (Harbor Freight's sucked, Sears cut through the iron like butter). Yes - two 12" and one 6" DRO. The X axis 12" had to be cut down to 11" or so to fit the back of the table. Easy job but you'll need something to cut the stainless steel if you get the high-accuracy ones like I have. I spend ten minutes with a hack saw, five more with a dremel, five minutes with a brand new metal band saw blade before breaking out the chop saw with an abrasive blade. I have R8 taper collets now and bought a 4" long 3/8" end mill to give me all the clearance in the world. I had a 2.5" long one and struggled. I'm now looking for a 1/4" end mill of about the same length that doesn't cost $50 with shipping. Found them for $25 at Shamrock Tools which is kind of local to me ... right next to Frys Electronics in Anaheim. I need to go by and load up on stuff at both places ... big boy super store! With the 4" end mills, do you run the risk of not having enough shank contact with the jig and accidentally wind up milling the jig? On the other hand, I suppose the jig becomes rather unnecessary when you have the experience of a seasoned machinist at your disposal. |
|
|
|
[#13]
Quoted:
With the 4" end mills, do you run the risk of not having enough shank contact with the jig and accidentally wind up milling the jig? On the other hand, I suppose the jig becomes rather unnecessary when you have the experience of a seasoned machinist at your disposal. The end mill is 4" long but only 1" is cutting - I need 0.75" for the thickness of the jig and an inch for the grip of the collet and need 1.25 worth of plunge when cutting so that's 3". The left over inch leaves clearance between the jig and the collet so I can see what's going on. I had a shorter 2.5" and a second 3.2" end mill and had to cheat the grip in the collet a bit more than I like. I'm not a machinist by any stretch of the imagination. |
|
|
|
[#15]
I swear just when I think I have enough people like Paul make we want more.
I fucking love this place. |
|
|
|
[#16]
Quoted:
Uggh. I wish someone had told me that ... I figure 200 grit sandpaper will put a dent in that sheen. I do like the color. Quoted:
Quoted:
Very cool. You have to use a ton of the Dura Coat flattener to make it come out with no sheen. Learned the hard way. Uggh. I wish someone had told me that ... I figure 200 grit sandpaper will put a dent in that sheen. I do like the color. in the next few months I will get my blast cabinet going again. if you can wait till then, you are welcome to blast the shine off instead of sanding it. Low pressure and fine, sharp media should help in a uniform flattening effect. |
|
|
|
[#17]
Quoted:
in the next few months I will get my blast cabinet going again. if you can wait till then, you are welcome to blast the shine off instead of sanding it. Low pressure and fine, sharp media should help in a uniform flattening effect. I might try that. I repainted it with a brush with just a couple drops of hardener in the mix. Much better now. |
|
|
|
[#18]
Is there anyplace in the Temecula area to finish an 80%lower?
|
|
|
|
[#19]
Quoted:
Is there anyplace in the Temecula area to finish an 80%lower? In your garage? The BATF sent out letters to those companies that set up to provide CNC services for a fee telling them to stop completing the 80% lowers. |
|
|
|
[#20]
Quoted: In your garage? The BATF sent out letters to those companies that set up to provide CNC services for a fee telling them to stop completing the 80% lowers. Quoted: Quoted: Is there anyplace in the Temecula area to finish an 80%lower? In your garage? The BATF sent out letters to those companies that set up to provide CNC services for a fee telling them to stop completing the 80% lowers. |
|
|
|
[#21]
Look up Ano-tech in Clovis, CA. Pro 2nd Amendment folks, they ano lowers and have different colors. RTP
|
|
|
|
[#22]
Who sells 80% lowers? Does anyone sell the ones that have the trigger area opened up but require drilling and tapping for the receiver extension?
|
|
|
|
[#23]
Quoted:
Who sells 80% lowers? Does anyone sell the ones that have the trigger area opened up but require drilling and tapping for the receiver extension? I haven't seen those in awhile. I built some of those back in the late 1990's. Not easy. Working with a drill bit +1 inch isn't easy. And getting the receiver aligned correctly is difficult because you need so much "throat" - the distance between the work surface and the drill bit holder. Tapping that big giant hole is fun too. I still have the bit and the tapper which I have put to use finishing - sweetening the threads - that were provided by the 80% lower manufacturers. Those old lowers also had you drilling out the tiny spring holes - the front and rear take down, the one for the bolt catch, and the larger ones for safety detent and buffer hold back. Ugly, Ugly. Ugly!! The old lowers also had the top surface and curve in the back that flairs to the buffer tube to finish too ... lots of work. That was the old style that also required work in the magazine well too. I don't have a power tool for that so lots of hand filing with files a sand blocks. It took about eight hours of careful measuring, drilling, and filing to do. With the polymer lower you could do the same thing with the same tools in about an hour. With a mill I can make an aluminum lower in about an hour. |
|
|
|
[#24]
80% Arms - Top-of-the-line aluminum.
EP Armory - Polymer ... there are some minor issues with the location of the rear take down on some of these. James Madison Tactical - read good things about them, don't like the look with the huge JMT on the side. Tactical Machining - AR lowers including single shot receivers and 10/22 lowers (out-of-stock). KE Arms - have heard good things about these. Doesn't have the built-in trigger guard. Quentin Defense - heard good things about them. |
|
|
|
[#25]
Quoted:
Look up Ano-tech in Clovis, CA. Pro 2nd Amendment folks, they ano lowers and have different colors. RTP This guys? |
|
|
|
[#27]
How did those polymer receivers turn out?
|
|
|
|
[#30]
Do they seem pretty sturdy? I'm considering one of them for a lightweight build.
|
|
|
|
[#31]
Quoted:
Who sells 80% lowers? Ammo Bros. had them last time I was in their Ontario store. |
|
|
|
[#32]
I was looking over the 80percentarms web site. It seems that the receivers are fairly expensive and the jigs and tooling adds to the cost (doubles it).
Why would someone want to buy one of these rather than buy a finished receiver? Is it a hobby? Is it to avoid CADOJ and BATFE? Or is it for people who would be disallowed by NICS? For me, it looks like it would be fun as a hobbyist activity. Has anyone machined both a 6061 and a 7075? How do they compare? Was the 7075 more difficult? |
|
|
|
[#33]
yes, contact them by phone or email. They told us we could UPS them to the shop. We are down in Bakersfield, not too far a drive. My partner has customers visit in the area. They do good work.
|
|
|
|
[#34]
Quoted:
Do they seem pretty sturdy? I'm considering one of them for a lightweight build. Very. I wouldn't use them as a shovel ... but wouldn't do that with any rifle. Shooting them was very confident in them. |
|
|
|
[#35]
Quoted:
I was looking over the 80percentarms web site. It seems that the receivers are fairly expensive and the jigs and tooling adds to the cost (doubles it). Quoted:
I was looking over the 80percentarms web site. It seems that the receivers are fairly expensive and the jigs and tooling adds to the cost (doubles it). The cost of tools and jig are very expensive. An 80% lower is pulled off the assembly line after much of the work has been done on it lowering the cost just a tiny bit - 5% possibly. Why would someone want to buy one of these rather than buy a finished receiver? Is it a hobby? Is it to avoid CADOJ and BATFE? Or is it for people who would be disallowed by NICS? Yes a hobby. Having a rifle without a paper trail is an expensive hobby. It is illegal to build a firearm that you're not allowed to own once completed. Illegal meaning a federal felony in most cases. For me, it looks like it would be fun as a hobbyist activity. Has anyone machined both a 6061 and a 7075? How do they compare? Was the 7075 more difficult? I've only done 6061 as Eugene Stoner intended. The lower receiver doesn't have much stress at all when you think of it. The bolt carrier runs straight back dumping it's energy into the buffer, buffer spring, shoulder stock ... and your shoulder. The lower receiver is mainly there just to hold that assembly together and contain the operator controls. One of those companies listed above sells both with the 7075 and 6061 80% lowers costing more ... and they recommend the cheaper ones. 7075 is harder to machine for no reasonable gain in strength. |
|
|
|
[#36]
Quoted: In your garage? The BATF sent out letters to those companies that set up to provide CNC services for a fee telling them to stop completing the 80% lowers. Quoted: Quoted: Is there anyplace in the Temecula area to finish an 80%lower? In your garage? The BATF sent out letters to those companies that set up to provide CNC services for a fee telling them to stop completing the 80% lowers. |
|
|
|
[#37]
Quoted:Can they do that? (Well, I know they can send letters) but what can they do to stop the companies?
Apparently they did near the end of last summer and all of a sudden the little garage CNC machine shops stopped renting out their gear. Today the words and laws don't actually mean anything. If you can find one judge anywhere to rule in your favor you can cost a small company hundreds of thousands of dollars to fight the federal government with no promise you'll find another judge to overrule the first. The Tree of Liberty is dying before our eyes as one court decision after another usurps our freedom. Finishing an 80% lower is one way to legally stick a sharp stick in the eye of the liberals in Sacramento ... for the time being (noting the other thread where the bastards are trying to do to require registration of the 80% lowers). |
|
|
|
[#38]
Do not mess with sleeping dragons for you are crunchy and taste good with ketchup.
|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.