|
[#1]
Quoted:
99.99% of DIY'ers will break carbide long before it even begins to wear. I'm the furthest thing from a machinist, but I like watching machinist YouTube channels The comments section is always instructive. Whenever someone shows an interesting operation, the comments from fellow machinists are always about feeds & speeds. I would take that as a big fat clue I imagine that's what you're getting at with noobs breaking carbide... too much depth of cut, feed rate too high, speed not optimal, etc. |
|
|
|
[#2]
Quoted:
@AFCarbon15 I'm the furthest thing from a machinist, but I like watching machinist YouTube channels The comments section is always instructive. Whenever someone shows an interesting operation, the comments from fellow machinists are always about feeds & speeds. I would take that as a big fat clue I imagine that's what you're getting at with noobs breaking carbide... too much depth of cut, feed rate too high, speed not optimal, etc. I showed how to do it correctly and we finished the pretty quick after that, he had no idea how little he lifted the router, but it was just enough to break a bit. He completed 2 more lowers since Thursday using the same bit I put in his router after figuring out what he was doing and it took him about 1.5 hours to do the second couple of them. So, pay attention, when you don't think you are canting or stuttering your router you might be.. |
|
|
|
[#3]
|
|
|
|
[#4]
Quoted:
Oatey Dark Thread Cutting Oil |
|
|
|
[#5]
I think in my case. It was not properly seated in the hole. After I changed it out I did 3 more lowers. I have been doing 1/2 marks and vacuuming out the shavings every half pass. Plus lots of WD40. Love the 5D jig very easy to use. I have 2 more end mills on order just in case.
|
|
|
|
[#6]
I expect the biggest mistake by those that break end mills is not letting the mill stop before taking the router out. So a spinning mill catches on something busting it.
|
|
|
|
[#7]
What is the best deals on end mills right now ? One the ones linked on ebay several months ago is no longer valid. Thanks
|
|
|
|
[#8]
Quoted:
What is the best deals on end mills right now ? One the ones linked on ebay several months ago is no longer valid. Thanks |
|
|
|
[#9]
Sorry to bring up an older thread. Has anyone tried an endmill with longer flutes? My 5D mill leaves the sidewalls kinda rough and I'm just looking to do one pass at the end (of stage 1 and stage 2) to smooth the walls using the standard collet on the router to clean up the edges. Looking at something like this on amazon.
https://smile.amazon.com/Rannb-Speed-Straight-Cutter-Cutting/dp/B07DJ8K21H/ref=sr_1_6?keywords=5%2F16+endmill&qid=1551379407&s=gateway&sr=8-6 I have a full size craftsman router and i'd have to double check the large collet sizing. Thanks in advance. -tim |
|
|
|
[#10]
The overall length on that exact bit may be a problem. I don't believe the router would be deep enough to engage the bearing at the collet and could have more chatter or flex possibly
|
|
|
|
[#11]
In my mind I keep thinking that it is just a clean-up pass so there wont be a ton of cutting or chance of flexing.
I think I found a better set-up since I will need to reduce the collet size on the router to hold the end mills. I think the longer bit will be better since there are still the adapter plates on the router base as well. https://www.amazon.com/dp/B07363NN8K/?coliid=IM4AEFCERCNV5&colid=2FUCU54HUKSGK&psc=0&ref_=lv_ov_lig_dp_it https://www.amazon.com/dp/B0012JI62M/?coliid=I2VM5HAKL7YO4X&colid=2FUCU54HUKSGK&psc=0&ref_=lv_ov_lig_dp_it |
|
|
|
[#12]
That end mill has PROBLEM written all over it!
It’s definitely way too long, in the comments section someone commented it’s 8mm NOT 5/16”. |
|
|
|
[#13]
That bit will last less that 2 minutes in your router, there is no reason to have to clean up the side walls when using a router, if you do, then you need to examine your technique, cause you are doing something incorrectly.
|
|
|
|
[#14]
Don't understand how you're not getting smooth sides using the 5d ready mill. I've never seen that issue, and my 20 year old's first lower using a bit that'd already done 3 was just as smooth.
By chance are you milling 6061 aluminum lowers? |
|
|
|
[#15]
It all seems to come out fine. I'm just trying to get it smooth like a factory wall. It's just personal preference. Function and LPK install went as easy as a factory lower.
Regarding the material, I'd have to check. It was purchased a while ago, maybe from "right to bear". |
|
|
|
[#16]
Right To Bear lowers are 7075, I have done a lot of them.
|
|
|
|
[#17]
Quoted: The ones I bought have 3 flutes. Now should I still get a cutting oil or is WD-40 fine for aluminum? Thanks! Got a good link for the endmill you ordered? |
|
|
|
[#18]
Quoted: @Emt1581 Got a good link for the endmill you ordered? EDIT: Not related to this thread but another gripe about the 5D "universal" kit....it ain't universal. I had to buy an extra piece that 5D themselves make...just to mill out my Ceratac lower. |
|
|
|
[#19]
Quoted: I believe this was it. Cheap and works well. I bought a few of them but you have to contact the seller to combine shipping. Makes them even cheaper. EDIT: Not related to this thread but another gripe about the 5D "universal" kit....it ain't universal. I had to buy an extra piece that 5D themselves make...just to mill out my Ceratac lower. |
|
|
|
[#20]
Quoted:
What was different on that lower? |
|
|
|
[#21]
Quoted: What was different on that lower? If the lower didn't fit, fine, many won't. But to agree to make an adapter that the custom has to buy....that just makes you full of shit that we're buying everything we need with that initial purchase. I'm sure there will be a "we wanted to give our customers options" type of response. Doesn't change the fact that I had to pay an extra $40 or $50 after already paying 5D for the kit. |
|
|
|
[#22]
I went to their website and the only “80%” lower I could find appeared to be a standard lower.
It would have to be a weird receiver NOT to correctly fit. |
|
|
|
[#23]

I own one of their lowers and there was nothing different about them that I had to do to finish it in my Modulus Second Gen Jig, so I am confused, could you provide some more information? |
|
|
|
[#24]
Quoted:
I own one of their lowers and there was nothing different about them that I had to do to finish it in my Modulus Second Gen Jig, so I am confused, could you provide some more information? EDIT: Even though it's the middle of the fucking night, this was bugging me too much... 

|
|
|
|
[#25]
Quoted: I just went to their site and couldn't find the "upgrade" for the 5D jig. I'll try to snap some pics in the morning of the kit/parts I had to buy because this isn't making sense. EDIT: Even though it's the middle of the fucking night, this was bugging me too much... https://i.imgur.com/kttBO8Z.jpg https://i.imgur.com/WTQdCum.jpg Quoted: I just went to their site and couldn't find the "upgrade" for the 5D jig. I'll try to snap some pics in the morning of the kit/parts I had to buy because this isn't making sense. EDIT: Even though it's the middle of the fucking night, this was bugging me too much... https://i.imgur.com/kttBO8Z.jpg https://i.imgur.com/WTQdCum.jpg This is what they say right on their jig page: Our AR-15/AR-9 Router Jig PRO is guaranteed universal for all billet, forged and polymer AR-15 or AR-9 80% Lowers. The Router Jig PRO can be purchased as AR-15/AR-9 Only, or as a Multiplatform Jig to also complete .308 and AR-10 80% Lowers. You may select the option below to upgrade your jig to Multiplatform, or come back later to upgrade with our .308/AR-10 Pro Jig Conversion Kit. Are you building a .308? or just regular AR15 lowers? That plate you purchased only applies to the .308 lowers, if you are just doing the AR15 lowers you don't need any adapter plates for any of those. |
|
|
|
[#26]
Quoted: That is the adapter for doing ..308 AR/10 lowers. There are a lot of odd things that go on in the .308 AR arena and there is nothing universal to them many of them are based on the DPMS gen 1 and gen 2 lowers, but some are not. Comparing AR10 lowers to AR15 lowers is an apples and oranges game. This is what they say right on their jig page: So the universal jig will do all AR15 and AR9 lowers and if you want to do .308/AR10 lowers you can purchase the multi platform jig or get the jig conversion kit. Are you building a .308? or just regular AR15 lowers? That plate you purchased only applies to the .308 lowers, if you are just doing the AR15 lowers you don't need any adapter plates for any of those. I'll double check it when I get home but if this is the exact same thing I already got with my 308AR portion of the jig/kit I really hope they give me my money back from late January since I never used and have no use for it. |
|
|
|
[#27]
Dave is spot on with his response!
AR-10/.308 AR’s are strange animals, there are several non-compatible platforms. ArmaLite (2 different types) DPMS (2 different types) Knights Armament Rock River And probably some I’ve missed 
And that’s just the receivers, it gets even more complicated with bolt carriers etc. |
|
|
|
[#28]
Quoted:
Dave is spot on with his response! AR-10/.308 AR’s are strange animals, there are several non-compatible platforms. ArmaLite (2 different types) DPMS (2 different types) Knights Armament Rock River And probably some I’ve missed
And that’s just the receivers, it gets even more complicated with bolt carriers etc. |
|
|
|
[#29]
Quoted: Right, and I understood that these were strange animals which is why, when I read on Ceratac's site, that the current .308 5D parts wouldn't work, I bought the one's labeled from 5D as Ceratac from Ceratac with my kit. Are you making any more sense of of that than I am?? |
|
|
|
[#30]
Quoted: So did you buy the mulitiplatform jig from 5D and then buy the Ceratac adapter from Ceratac when you bought your lower? |
|
|
|
[#31]
Quoted: Yes, because it says right on Ceratac's site that the standard universal jig from 5D won't work and that Ceratac's lowers use a different one. Make sure and compare your parts, the multiplatform jig is for .308, the universal jig is for the AR15 lowers, then you will be able to figure out which parts you already have and may have doubled up with the Ceratac. When looking at jigs, it is important to distinguish between "Multiplatform" and "Universal" normally when a company states universal, it only applies to AR15/AR9 lowers and not the AR10 lower, when it says multiplatform it is intended to cover all of the different platforms of the AR series rifles. Universal and Multiplatform is not the same. |
|
|
|
[#32]
A couple of general 5D comments.
The number 1 guide path does not produce the bump on the right side of the lower where the safety selector goes through. I guess this is fine? 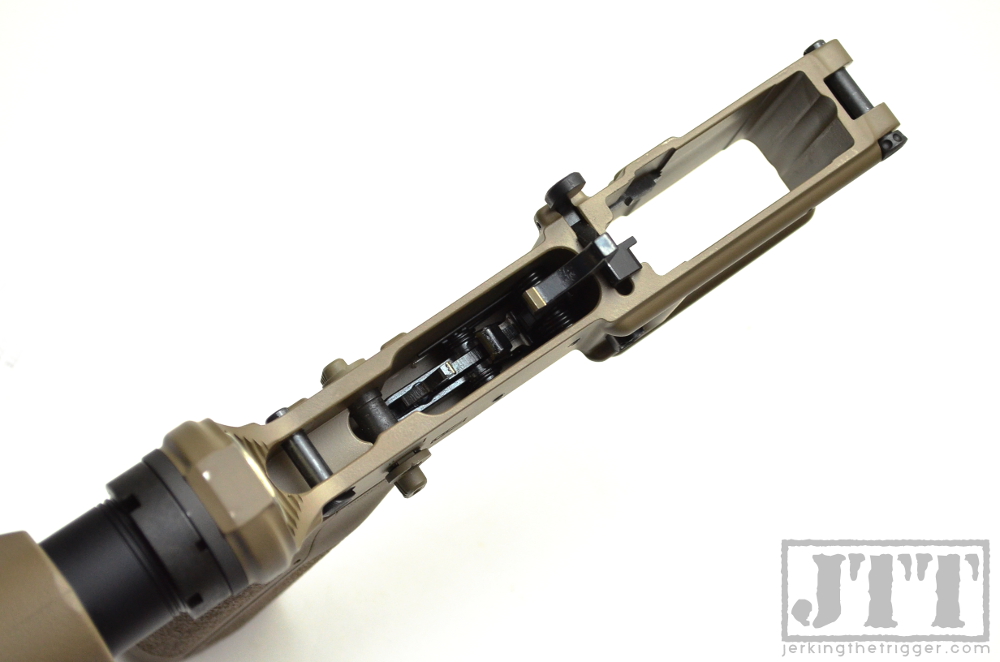
I did my first lower (with this jig) with the Dewalt 611 with the speed set to 1, slowest. The results were great. I am definitely in the 99% of hobbyists who are not machinists so I'm curious if cutting at the slower speed is a recipe for disaster. My cutting strategy was to use the hashmarks but only take edge cuts. Rather than plowing through, I just nibbled away at the edge of the pilot hole progressively moving the router clockwise. It goes very quickly, less than 2 minute per pass. Never got any chatter (never may be too bold a statement with a sample size of 1). So anyway, having realized that I should be using the highest speed, not the lowest, I'm hesitant to fix what's not broken. I assume there's a good reason to use the highest speed setting. Can anyone explain why it's recommended? Thanks in advance. https://photos.app.goo.gl/pMb9aQLt88RJ4iXq9 |
|
|
|
[#33]
Looks like I can't embed images. Maybe too few posts?
|
|
|
|
[#34]
Quoted:
A couple of general 5D comments. The number 1 guide path does not produce the bump on the right side of the lower where the safety selector goes through. I guess this is fine? http://jerkingthetrigger.com/wp-content/uploads/2013/10/Aero-Precision-Cerakote-Lower-Interior.jpg I did my first lower (with this jig) with the Dewalt 611 with the speed set to 1, slowest. The results were great. I am definitely in the 99% of hobbyists who are not machinists so I'm curious if cutting at the slower speed is a recipe for disaster. My cutting strategy was to use the hashmarks but only take edge cuts. Rather than plowing through, I just nibbled away at the edge of the pilot hole progressively moving the router clockwise. It goes very quickly, less than 2 minute per pass. Never got any chatter (never may be too bold a statement with a sample size of 1). So anyway, having realized that I should be using the highest speed, not the lowest, I'm hesitant to fix what's not broken. I assume there's a good reason to use the highest speed setting. Can anyone explain why it's recommended? Thanks in advance. https://lh3.googleusercontent.com/VbOrj42Fbqz9TFuCUJ9NsVJqNmCo3APdfazRsDLEHWiMqySj3iRsoYT709E_iOXu1QUMBz8kK_2dfAfMoBVzx7c-hGnXLCX54h_p1h8kbYHc1hgqOwFBIh2nzFCN5aARPFV0jRiBPoXmiNk5XK3_I3feEqjgCb45FJ-nWnmDXd7gB5FrzFEXFCjhzXE-WRXf4tvnGDp48P343ftJEbZFgokAudMZirujWic3Dvs2TMsGqeH6jX713Ces-JNjcECYSXdMStovxPhpknbNz1d6kBy0qkqWZa58hQCUDKL8ZV_SelRy9eUXQ_2Yum7icOeT7nR3Z1xQ_V3SsNClCHhKOADETIBFNj5zS9iaEHbyaaTUXc4ZIAiWYoY-tEbYhTxyJ7pfB0Ys7OfeM_205Kg5DEdzJ68xN4gsMNNfeKMXPDypwduaycoQfKfV3TGj3nhvf-T96a09ACxvfsLiwrKw8nPJ_Oj_Xj7quFuNuRbafdV_S8dbBMATr8GoXZ92xdjlakmH0ofKFtpjZpsh-FxtXON7czZ8hqIHKDuVXXTjEgHIDcE4KahcmDgUQ8DI46u1RGTXrMLIJmPz3kFvMISkx2jNSIIBThVz6xhAf6YAMqybnaElOTf1gH8jQn-24Xj50Le9zdoHx0UCaGBzjblCKBlMNeg_Evw=w3024-h1562-no https://photos.app.goo.gl/pMb9aQLt88RJ4iXq9 You want the end mill to be turning at a higher speed, that’s what it’s designed for. If it’s too slow, it’s going to bind. Any tool that’s made to remove material needs a higher speed. Also, it’s relevant to the size of the bit. At slower speeds, you take the chance of it chipping or chattering more, at least in my experience. You are better off with high speed and slow movement with your router. |
|
|
|
[#35]
Quoted: Everything I’ve read says you need to be at 75% or higher on the Dewalt 611. I started at 75%, then cranked up to 90%. Used lots of Relton A9 cutting fluid, and the results just got better. You want the end mill to be turning at a higher speed, that’s what it’s designed for. If it’s too slow, it’s going to bind. Any tool that’s made to remove material needs a higher speed. Also, it’s relevant to the size of the bit. At slower speeds, you take the chance of it chipping or chattering more, at least in my experience. You are better off with high speed and slow movement with your router. |
|
|
|
[#36]
Quoted:
Looks like I can't embed images. Maybe too few posts? https://photos.app.goo.gl/pMb9aQLt88RJ4iXq9 |
|
|
|
[#37]
Quoted: That’s not the issue, this “link” isn’t valid. https://photos.app.goo.gl/pMb9aQLt88RJ4iXq9 |
|
|
|
[#38]
Well I got my replacement endmills in and did several lowers, and cleaned up a couple old drill press ones. Once I sorted my method out it wasn’t bad at all.
I didn’t have the right size bit for the center starter hole so that was a challenge, I was 1 bit down in size. I wound up milling out the trigger hole first all the way down. Small area move slow. Very important to make sure bit isn’t touching the receiver when you start it. After that I had a larger pocket to start steps 1 and 2 in. On a second lower I did the trigger area 1st as well, but then did step one starting back in the area where the upper lug goes into the lower. This area wasn’t open on all my lowers but it was on this one (Right to bear arms TY). Milled our from there and it worked well. I did notice as I extended the bit deeper into the lower it went better if I reduced my speed on the router-less chatter. Also as I got deeper I took more shallow cuts, required more adjustments, but let me cut faster with less chatter as well. Take breaks between cuts, be sure to keep downward pressure when milling, remove chips, and DO NOT pick up the router between cuts until it stops spinning. Overall I think the design is great and I’m very happy! @5DTactical |
|
|
|
[#39]
Found these by American Gunsmithing Tools. Anyone tried? Says it works with 80% Arms and 5D.
5/16” end mill with 1/4” shank |
|
|
|
[#40]
Quoted:
Found these by American Gunsmithing Tools. Anyone tried? Says it works with 80% Arms and 5D. 5/16” end mill with 1/4” shank |
|
|
|
[#41]
This is what you want:

|
|
|
|
[#42]
Quoted:
Found these by American Gunsmithing Tools. Anyone tried? Says it works with 80% Arms and 5D. 5/16” end mill with 1/4” shank |
|
|
|
[#43]
Quoted: THAT WILL ONLY WORK WITH THE FIRST GEN 5D TACTICAL. |
|
|
|
[#44]
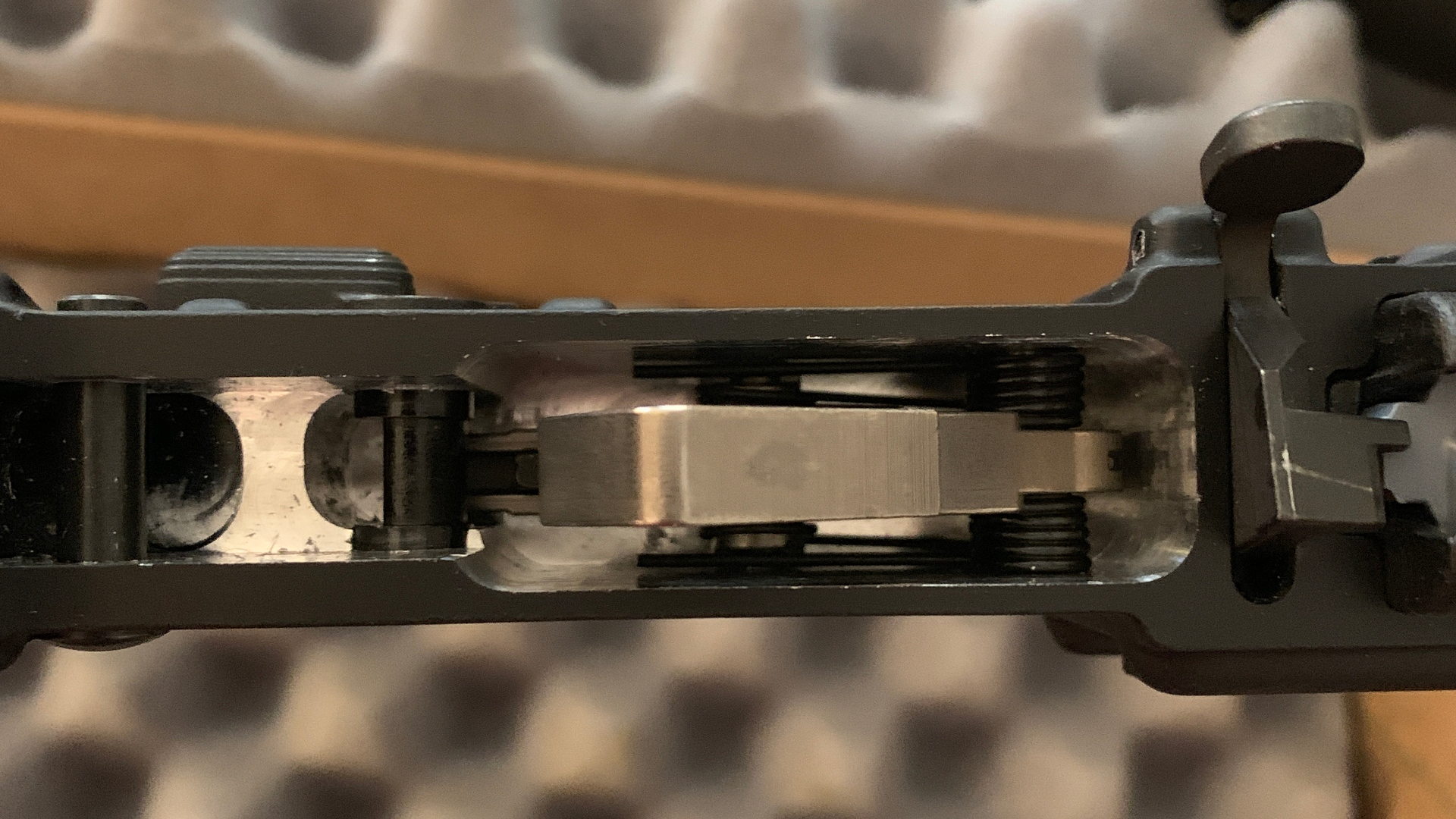
Okay, let's try this again. My question about the 5D Tactical is that the short guide pin template doesn't bend in on the right side where the safety selector goes through the receiver. Overall I'm very happy with the quality of the jig and the ease of use. I did my first 80% lowers on a Harbor Freight mini mill and this is infinitely easier. The finish it produces is excellent. |
|
|
|
[#45]
Quoted:
Tap Magic for aluminum...smells like cinnamon Quoted:
Quoted:
True ^^^ Also: https://www.AR15.Com/media/mediaFiles/416992/Screenshot_20180906-124524-663300.png |
|
|
|
[#46]
I used Oatey Clear Thread Cutting Oil and it was great.
https://www.amazon.com/Oatey-30200-Cutting-Threads-16-Ounce/dp/B0069KPMGW |
|
|
|
[#47]
Quoted:
http://i1276.photobucket.com/albums/y466/shawnmitchell658/edited-image_zpsvauyxkjg.png Okay, let's try this again. My question about the 5D Tactical is that the short guide pin template doesn't bend in on the right side where the safety selector goes through the receiver. Overall I'm very happy with the quality of the jig and the ease of use. I did my first 80% lowers on a Harbor Freight mini mill and this is infinitely easier. The finish it produces is excellent. I also started out with a Mini Mill (Little Machine Shop). It now sits idle. |
|
|
|
[#48]
Does anyone use reamers to clean up the safety, hammer and trigger pin holes? Do they run the same size as the drill bits, or are you supposed to drill slightly smaller and ream up to the correct size? I'm thinking I'd drill and then ream while the lower was still in the jig.
|
|
|
|
[#49]
The problem I see try to do that is that the guide holes in the jig are sized for the correct size drill bits.
Using a slightly smaller bit could easily result in a hole being off. Drill it and forget it. |
|
|
|
[#50]
That makes sense. I may look at getting a reamer the same size as the bit and run it through on the jig.
|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.









