|
[#1]
V blocks? If you don't have any they're easy enough to make with amill and some blocks of 6061.
What are you doing with the tube? What's the end game of the tube? |
|
|
|
[#2]
Quoted:
V blocks? If you don't have any they're easy enough to make with amill and some blocks of 6061. What are you doing with the tube? What's the end game of the tube? Pretty much this. How long is it? What kind of features need to be milled in? Got a drawing? |
|
|
|
[#3]
It is a basic tube-gun SMG, turned striker-fired semi-auto. It's roughly a 12" tube, roughly 1.5" OD and will need, on one side, an ejection port, and on the bottom, a sear hole and magazine hole.
I do not have a drawing, sorry. |
|
|
|
[#4]
Standard V blocks will work so long as you mark up the receiver so you can adjust it in the V blocks for each cut.

But more Precise with a indexer/rotary table with chuck and tail stock set up for a 4th axis for the rotation on the work piece to set up next cuts instead. |
|
|
|
[#5]
Quoted:
Standard V blocks will work so long as you mark up the receiver so you can adjust it in the V blocks for each cut. http://www.micro-machine-shop.com/V-blocks_stepped_3.jpg But more Precise with a indexer/rotary table with chuck and tail stock set up for a 4th axis for the rotation on the work piece to set up next cuts instead. Those v-blocks look perfect for what I need. Also, I've been looking for an excuse to get a rotary table, and now I may finally have one. |
|
|
|
[#6]
You might consider machining some close fitting aluminum plugs to use as a backer under chuck jaws or a steady rest for the thin walled tube, especially if you have to cut threads on the ends.
|
|
|
|
[#7]
Quoted:
You might consider machining some close fitting aluminum plugs to use as a backer under chuck jaws or a steady rest for the thin walled tube, especially if you have to cut threads on the ends. This! |
|
|
|
[#8]
Quoted:
Also, I've been looking for an excuse to get a rotary table, and now I may finally have one. This is the better choice, since its a PITA having to index round work by hand blindly instead (that triple checking and reset up makes what should be a easy job of rotating the piece a PITA instead. As for rotory table, the tilting types work a lot better since at some point your going to have to tilt a work piece for rotatory work, but the problem is a good pre-buit one will cost you are arm in and leg instead. Don't get me wrong, you can get away with the cheaper grizzly tilting base rotary tables, but getting them up to par to start with, is a project on it own to begin with. 
|
|
|
|
[#9]
Dani, where did you get the rotaries in your pic. I have an 8" one but need a smaller one for precise work/ smaller parts.
|
|
|
|
[#10]
Flll the tube with low temp metal of your choice, thread, melt out filler.
|
|
|
|
[#11]
Quoted:
Flll the tube with low temp metal of your choice, thread, melt out filler. This - support for thin-wall machine operations is one of the core reasons that fixturing alloys exist. |
|
|
|
[#12]
Quoted:
This is the better choice, since its a PITA having to index round work by hand blindly instead (that triple checking and reset up makes what should be a easy job of rotating the piece a PITA instead. As for rotory table, the tilting types work a lot better since at some point your going to have to tilt a work piece for rotatory work, but the problem is a good pre-buit one will cost you are arm in and leg instead. Don't get me wrong, you can get away with the cheaper grizzly tilting base rotary tables, but getting them up to par to start with, is a project on it own to begin with. http://i260.photobucket.com/albums/ii1/Tex-VA/RT-1-1.jpg Quoted:
Quoted:
Also, I've been looking for an excuse to get a rotary table, and now I may finally have one. This is the better choice, since its a PITA having to index round work by hand blindly instead (that triple checking and reset up makes what should be a easy job of rotating the piece a PITA instead. As for rotory table, the tilting types work a lot better since at some point your going to have to tilt a work piece for rotatory work, but the problem is a good pre-buit one will cost you are arm in and leg instead. Don't get me wrong, you can get away with the cheaper grizzly tilting base rotary tables, but getting them up to par to start with, is a project on it own to begin with. http://i260.photobucket.com/albums/ii1/Tex-VA/RT-1-1.jpg Are you a guitar builder? What's that strat body doing there? |
|
|
|
[#13]
Quoted:
This - support for thin-wall machine operations is one of the core reasons that fixturing alloys exist. Quoted:
Quoted:
Flll the tube with low temp metal of your choice, thread, melt out filler. This - support for thin-wall machine operations is one of the core reasons that fixturing alloys exist. Cerrosafe is a higher priced metal aimed at gunsmiths. The same alloy is available as a 'commodity' item for less money. The dimensional characteristics are VERY well known. |
|
|
|
[#14]
I've been eyeballing this kit for a while, but I can't find a 3-jaw (or 4, for that matter) chuck and adapter plate for it. It's a Grizzly 6" kit.
http://www.amazon.com/gp/product/B0017IDWP4?psc=1&redirect=true&ref_=ox_sc_act_title_1&smid=A2LM8ZC59IT9RX I'm pretty excited about this whole thing now. I my girlfriend recently gave me a few other tools for my birthday that will come in handy for this project. (QCTP for lathe, boring bar set, mag base dial indicator) |
|
|
|
[#15]
My setup, TIR less than 0.003. A 4-jaw independent chuck allows more adjustment and clamping of odd shapes.
Phase II 6" Horiz/Vert Rotary Table http://www.phase2plus.com/details.asp?pr=PRECISION%20ROTARY%20TABLES&id=55 ENCO 6" 4-jaw independent chuck http://www.use-enco.com/CGI/INSRIT?PMAKA=271-6005&PMPXNO=952047&PARTPG=INLMK32 Everything will bolt right up with 3/8" cap bolts and t-slot nuts. I use a 5mm hex, using the handle retaining bolt, in my cordless drill when I want power rotation. 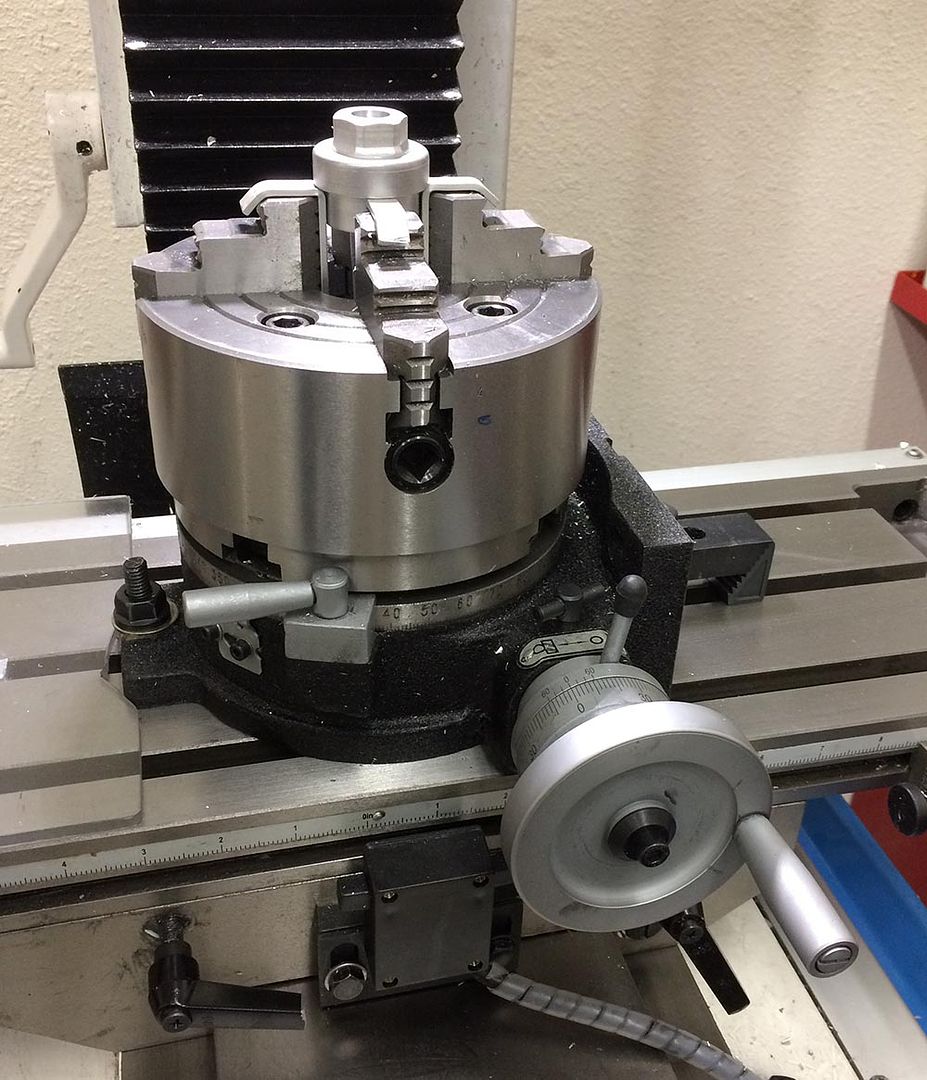 |
|
|
|
[#16]
What is required to adapt those two together?
EDIT: I see now what you meant with the bolts and T-nuts. |
|
|
|
[#17]
Little trick, and depends how concentric the through bore in on the rotory table to begin with, you can use make a chuck centering rod for the rotory table bore to get the chuck very close with min run out as you are bolting it first down.
Hence pilot get drop into the through channel on the rotary table, T bolts left slighty loose, clamp the chuck jaws down on the pilot to pull the jaw concentric with the table, the tighten the bolts. 
As for the cheap Asian rotary tables, before you buy one, try to find a tear down diagram/photo of them. Hence what you are looking for is double suport for the drive gear rod. It's bad enough that some don't even have a clean way to remove the lash quickly, but with a single drive support on the drive rod to the bushing housing, in a short time your going to wear the single bushing out, and will be chasing your tail trying to dial out lash again. Cheap rotary with no end drive rod support. 
Rotary table with end drive rod support instead, 
HV-6 clone with double support on the drive rod before the gear, bu still shake my head why they did not do a roller bearing/bushing with end support on end of the drive gear as well. 
So to back it up, the Grizzly 6" table you posted is a knock off a phase II design, but the reason that is half the price, the internal machining is half the quality instead (read may be sending a couple of them back until you receiver one that even close to acceptable to begin going through the table part to clean, true, and then grease it before reassembling it to use the first time. Granted that you don't have to start with a Yuasa table (Phase II or Vertex are fine), but do know that kind of battle you are up against trying to tune a sows ear into a silk purse from the start. |
|
|
|
[#18]
(4) t-slot nuts http://www.zoro.com/te-co-t-nut-black-oxide-38-16-916-41406/i/G1777921/
(4) 3/8-16 x 2-3/4" Grade 8 cap bolts from your local supplier, I think I had to grind mine a little shorter as the nuts are "blind" tapped. I tore the table down and cleaned it first thing. For under $500 total it has worked very well for what I need. I always indicate the part to the axis of the table, which is very easy with an independent 4-jaw, then use an edge finder and my DRO to center the table axis under the quill. Get some brass and Alum. strips to use as pads for soft materials, like in my photo, the jaws WILL mar them otherwise. Don't bother buying an import tailstock, make your own or modify an old lathe tailstock. |
|
|
|
[#19]
No matter how you try and fixture thin metal deforms under cutting pressure.
Learn how to use low temp metal to fixture. With hthe correct filler you c an thread metal half the thread thickness without a whole lot of stress (on you or the material). |
|
|
|
[#20]
Thanks for all the info. I ordered a phase 2 6" table. I'm have yet to order the chuck. I'm still working on that.
I'd like a nicer milling vise next. Any input is appreciated. |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.








