|
[#1]
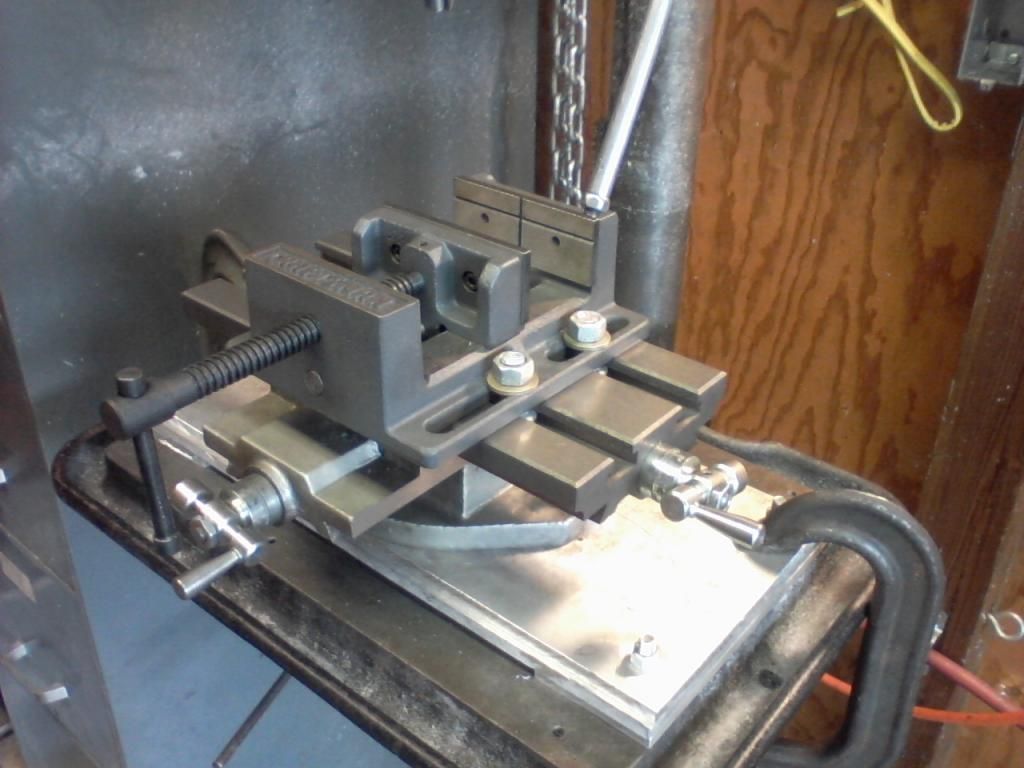
Unless you are using the endmill to counterbore, it has no business being used in a drill press.
A drill press is not a mill, and a drill chuck is not designed to handle ANY side loading forces. Use proper tools for the job - Its no fun sitting in an ER waiting room. Find someone that will let you have some mill time. AR frames can be made even with a small Seig X2 size mini mill. |
|
|
|
[#2]
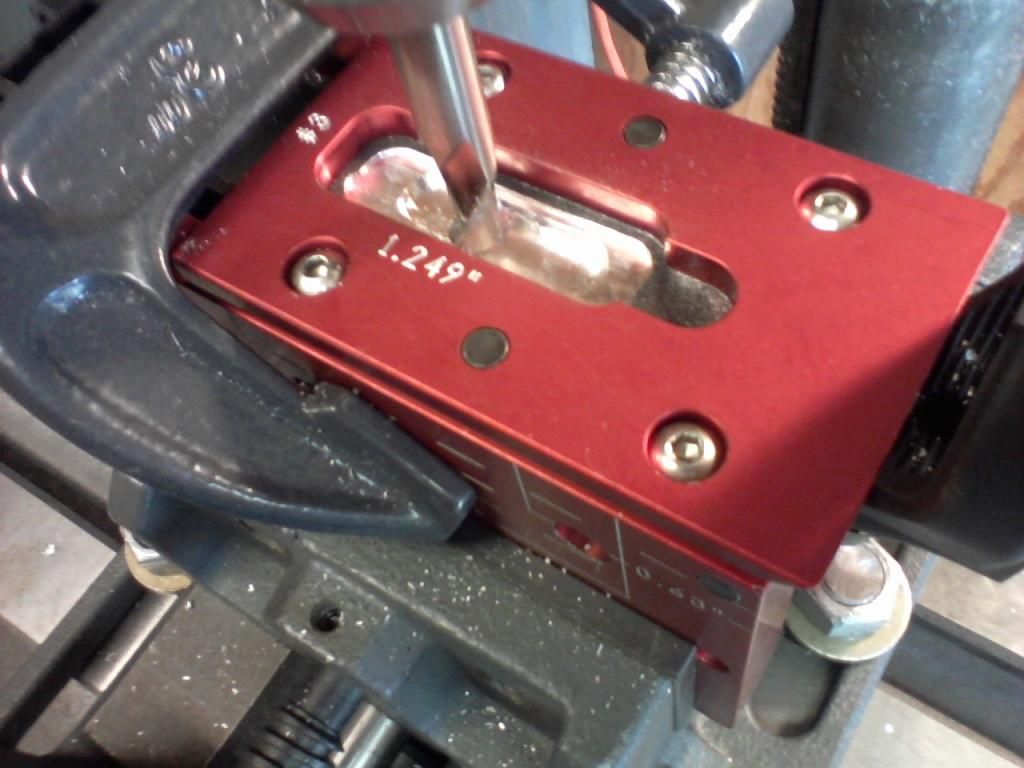
Two flute will cut more quickly and are great for getting the bulk of the metal out of the pocket. I then switched to four flute for a final pass to get a smoother surface, but that's not really necessary unless you want a better finish than a two flute seems to give.
1/4" and 3/8" are the sizes that I used for the pocket and shelf. Generally you'll need the long length end mill. I used 1/2" and 5/8" length of cut. For the trigger slot I used a 5/16" end mill. Mine are plain high speed steel. Carbide or one of the titanium surfaces would probably work better. I ordered from McMaster-Carr. Not the cheapest, but have a lot in stock and really fast shipping. http://www.mcmaster.com/?m=true#end-mills/=tegv5n FWIW, I did my first with a Dremel tool. That worked out fine, so I upgraded to a Harbor Freight drill press-the cheap 8" table top $59.00 one on sale. Worked just fine, but had a tendency to chatter if I tried to cut too fast. I just finished one with my new drill press, the 10" table top, on sale and with a coupon was $90.00. Worth every penny for the much larger range of speeds available. The best tool is patience. Take your time. Don't force the metal against the mill. A light touch, slo-o-o-o-ow cutting speeds, and constant checking to make sure you aren't removing too much metal. Be particularly careful where the selector detent and selector hole are. I found out the hard way that it's possible to take way too much aluminum off and screw that channel up. |
|
|
|
[#3]
Wich way do you cut with an end mill? I seem to recall that you are supposed to travel one way or the other, like if you are cutting the perimiter of the FCG pocket, you go counter clockwise, or clockwise?
|
|
|
|
[#4]
Quoted:
Wich way do you cut with an end mill? I seem to recall that you are supposed to travel one way or the other, like if you are cutting the perimiter of the FCG pocket, you go counter clockwise, or clockwise? I started to type a response, then decided to point you towards a couple of links that put it better than me... http://www.mfg.mtu.edu/marc/primers/milling/ http://bbs.homeshopmachinist.net/threads/39689-End-Mill-Direction In short, I prefer to up (conventional) milling, especially with the softer materials like Aluminum and Polymer. Also, if doing a Polymer piece, cutter speed needs to be very slow. I found 300-500 rpm best for Poly. |
|
|
|
[#5]
A lot of people have successfully "milled" out ar15 FCGs with drill presses.
My suggestions: Drill pilot holes to give you room to see what's going on Use a good vice, I suggest clamping fixtures or a jig Figure out the recommended tool-head speed of the material your soon-to-be-receiver is made of Make sure your endmill is designed for Al take your time doing it, it will get hot very quickly, and you want to clear out chips frequently |
|
|
|
[#6]
I’m no pro machinist but I have used a mill quite a bit
That being said …. After doing my lower and ruining the first one on a good mill with correct tools I cant imagine trying to do one on a drill press. If there’s any way you can get the use of a mill or a friend w one to help you id do it if I where you...just sayin I used the following end mills 5/8 3/8 5/16 |
|
|
|
[#7]
Related question, what other places would you recommend for purchasing end mills?
|
|
|
|
[#8]
I did one with a drill press. It was not the fun leisurely project I expected. I was able to complete it with only one serious flaw (milled a hole through the bottom). But I always felt like I was pushing the tool past what it was designed to do. If you're going to use a drill press, go slow.
I've got a mini mill now but I've not used it for an 80%. I guarantee it would do the job, faster, more accurately and with a lot less worry. Also two flute end mills work better for aluminum. I get most of my mills from Enco. Since I have Prime I sometimes get mills from Amazon. |
|
|
|
[#9]
Quoted: http://www.mfg.mtu.edu/marc/primers/milling/ Quoted: Quoted: Wich way do you cut with an end mill? I seem to recall that you are supposed to travel one way or the other, like if you are cutting the perimiter of the FCG pocket, you go counter clockwise, or clockwise? http://www.mfg.mtu.edu/marc/primers/milling/ Climb milling tends to dig and grab. And without a good milling machine will lead to disaster for you. |
|
|
|
[#10]
I buy my end mills from use-enco dot com. I was buying from MS Discount, (not MSC) but their shipping was too high. I have done 3 on my antique Rockwell drill press, and I am adding an X-Y table to it now. NOT a cheap HF X Y vise.
http://www.use-Enco.com 325-6016 1/4-1/4 LOC .75 $7.95, 326-0145 5/16-5/16 LOC 1.125 $18.25 |
|
|
|
[#11]
The table v XY vice is a great point to bring up
An inexpensive vice has a lot of slop / play and tends to not move slow and precise like a table …. leading to chatter issues and an uneven looking finish cut. It all kinda boils down to how clean you expect the finished part to be. Other things I learned Get some machinist layout fluid Better to use the top plate to mark the receiver and start cutting without it on … you can see better Remove chips constantly w air … plus it helps cool the cutter (alum sticks to hot cutter) More light the better Watch your clearance …. don’t run into the part where the buffer tube screws on Make a quickly depth tool / stick …. so you can keep checking until you’re close |
|
|
|
[#12]
I used a cheap harbor freight x-y vise. It sucks. Way too much slop. One knob moves the object away from you if you turn it clockwise. The other moves the object closer to you if you move it clockwise. This is confusing. Get something better.
|
|
|
|
[#13]
I have the HF 6" cross slide vice. Yes it sucks. Yes the handle direction/table feed direction is different from one handle to the other (mark the feed directions near each handle to help you). But after rebuilding it (disassemble, clean, stone the rails, oil, carefully assemble & set up) it is useable (with care). Not sure I would attempt finishing an aluminum piece on it. If I did it would be a slow and careful project. I have successfully completed 3 polymer lowers with it. Have not screwed one up yet (reaches for nearest wood to knock). Definitely a problem switching from up to down milling with the slop in it. Interesting note, Polymer80 Tactical uses one in their instructional video on finishing their lowers.
Anyhow, if you have the means, buy a better cross slide. If not, the HF is an option, but requires lots of care and time. |
|
|
|
[#14]
I got this one. I found the same identical tables for prices all over the place. One seller wanted $179 + shipping. One I got was a bit high for shipping, but still total was $30 less than the next closest one shipped. So.... dollars and common sense told me which to buy. I ordered some T-nuts, but they haven't arrived yet. I got some 1/2" carriage bolts, but have to grind the heads a little thinner to fit the slots. I am mounting my mill vise to it to clamp my jig into. I will indicate the table square with the drill chuck so it cuts straight to the X axis. I will post a pic or 2 when I get it finished setting up.
I had to edit the link, as it was to my buy. I put link to the item. http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=361021523229 |
|
|
|
[#15]
Quoted:
I got this one. I found the same identical tables for prices all over the place. One seller wanted $179 + shipping. One I got was a bit high for shipping, but still total was $30 less than the next closest one shipped. So.... dollars and common sense told me which to buy. I ordered some T-nuts, but they haven't arrived yet. I got some 1/2" carriage bolts, but have to grind the heads a little thinner to fit the slots. I am mounting my mill vise to it to clamp my jig into. I will indicate the table square with the drill chuck so it cuts straight to the X axis. I will post a pic or 2 when I get it finished setting up. http://www.ebay.com/itm/361012588195?_trksid=p2059210.m2749.l2649&ssPageName=STRK%3AMEBIDX%3AIT Wow, $40 shipping? How much does it weigh? |
|
|
|
[#16]
almost 40 lbs. But bottom line is it was still cheaper ($122) total than $119 + $35 shipping. ($155) You figure it out, lol.
|
|
|
|
[#17]
Do most flutes have machining speeds listed on the packaging? Some websites don't list the speed.
|
|
|
|
[#18]
Quoted:
Related question, what other places would you recommend for purchasing end mills? I've bought some from Grizzly, McMaster, drillsandcutters.com, amazon and ebay. Of course I have several that came in the package with my mini-mill from LMS. |
|
|
|
[#19]
I used a 3 flute rough cut end mill from McMaster Carr for the bulk of my cutting and it is awesome! Highly recommended.
|
|
|
|
[#20]
What if any cutting fluid for aluminum?
|
|
|
|
[#21]
Quoted:
What if any cutting fluid for aluminum? The old standby is WD-40.... If you buy in bulk... Add a little ATF to it.... Ca_Longshot Just my $.02.. on the matter of EM for Aluminum... yes you can get longer life from Carbide... and they can take a fair amount of abuse.. But I use HS EM 2 flute. They are sharper than Carbide. Will cut very clean and take less pressure to do it's job!! Finish is Superb!! 
|
|
|
|
[#22]
It can be done with DP. I have done it.
|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.







.jpg)