|
[#1]
The best drill press for doing a lower is a proper mill. However,
If you must use a drill press, borrow a friend's or buy something a bit stiffer and larger. The one you provided a URL for doesn't look like it'd have the vertical clearance to do the fcg well, especially after you try to mount a vise of some sort or some clamps to hold your work, even if you do away with the little table and clamp directly to the base. Without an xy table, you'll also be unclamping, manually moving, and reclamping for every single hole. Figure allowing at least a foot from the retracted spindle to the table surface, depending on how big your vise or clamping system ends up being. Whatever you get, allow for an xy table of some sort, so you can line up on an axis, then just move the table to each next hole location without having to unclamp and reclamp your work every time. |
|
|
|
[#2]
Jet makes some very rigid drill presses that are less than $1000.
|
|
|
|
[#3]
Tag for interest. Wondering if my 17" Steel City drill press would be up to the task.
|
|
|
|
[#4]
The problem with using a drill press as a mill is the chuck on a drill press is not designed to take side loading like mill is. The chuck can fly off with disastrous results.
|
|
|
|
[#5]
Not bashing but seriously why an unfinished lower when you can pick up a finished for less than you will have in the 80?
|
|
|
|
[#6]
I have a harbor freight mini mill and am very happy with it. with the 20% coupon you can get them for a good price. It says it will take 3-12 weeks to get on their website, but I had mine in about a week. you will need to get a vice and some basic tooling to get started, so expect to spend about $100 extra This gives you the simplicity of a drill press, but the benefits of a mill. The chuck on most drill presses are only a press fit. when you start putting a side load on them with an end mill the chuck will fall out of the spindle in many instances. The harbor freight mini mill uses R8 taper tooling. this is the same as larger Bridgeport mills use, so it is readily available and cheap. I've had mine for a while and would be glad to answer any questions you might have.
|
|
|
|
[#7]
Quoted:
Not bashing but seriously why an unfinished lower when you can pick up a finished for less than you will have in the 80? I would say that some people truly enjoy building their own gun or as much of it as possible. Then there are other people that like having guns that the government doesn't know about. |
|
|
|
[#8]
I understand the underground part but other than that, unless you have the resources before hand to complete one it just seems like a bad idea.
|
|
|
|
[#9]
Quoted:
I understand the underground part but other than that, unless you have the resources before hand to complete one it just seems like a bad idea. I totally agree. I have been a machinist for 20 years and I would never use a drill press to finish a pocket. I know how it can be done, but the Jacobs chuck on the drill heads are not the best to use with an endmill. All motions should be in the Z axis. I pity any fool that tries to side load on a drill press.... You will be asking for damage to your digits. If you must use a drill press please be safe and secure your part in a work holder and peck the material out. Take your time and never rush!! . NEVER EVER try to hold the object in what you think is your big strong hands. |
|
|
|
[#10]
Grizzly would be another good source for a drill/mill tool.
http://www.grizzly.com/products/Mini-Milling-Machine/G8689 Here's a small one for $625, has the x-y table built in. Height might be an issue though. |
|
|
|
[#11]
A bench top mill will get you going. Check cncguns.com for a list of tools and their pdf instruction sheet. Pretty straightforward if you have any machine shop familiarity....not necessarily experience.
No vise needed. Do not extend the quill. Get a second endmill 1/2 longer than cncguns recommendation to get the pocket without touching off the chuck. most importantly, do everything undersize and then finish to final dims. you will need a caliper |
|
|
|
[#12]
Quoted:
I understand the underground part but other than that, unless you have the resources before hand to complete one it just seems like a bad idea. I built my first 80% lowers 14 years ago with a drill press similar to the one suggested, a handful of different sized bits, a couple of taps, and some hand files. I did buy a nice jig which were way more expensive and rare then they are today. I had the drill press and think I spent close to four hundred dollars on the other tools (which have been used to make many rifles) but having a rifle without a serial number or model name on it is priceless. |
|
|
|
[#13]
Wow gents, thank you for the timely response and all the great information. Looks like I've got more prep ahead of me than I originally expected but I'm excited aboutit.
Bluebus - no offense taken, but as for why anyone would want to finish their own 80% lower, if you don't get it already based on the above justifications and reasoning then theres not much I can do to explain it to you man. Thanks again guys. |
|
|
|
[#14]
On my drill press, you can lock the chuck in the down position OR lock in the depth setting, You want one that can do both. That way you can lock the bit or end mill just touching the work piece and set the depth of cut on the down stop with calipers. check out this video from Dessert Warrior Products, It's a great tutorial. Video
|
|
|
|
[#15]
I have the grizzly dovetail head mill drill (the $1100 one). you need to do light cuts because they are not the most rigid machines. on mine I have to make light climb cuts. conventional cuts rattle the shit out of the machine.
|
|
|
|
[#16]
I'll have to admit, I thought all you had to do was drill some holes in the sides of an 80% lower to complete it. I didn't realize you had to mill out the trigger/hammer area.
|
|
|
|
[#17]
Watching that tutorial video makes me cringe. I am really surprised those calipers still have the points on the I.D. ears. WOW he is careless with a $150.00 set of calipers.
At 26:00 minutes it says to use gloves since the work holder is not locked down.  NEVER NEVER NEVER use gloves with rotating tooling!!! See the death wobble at 29:32 thats where the tool can bite and take you for a ride. A person could always add anti rotation stops to the table just for safe measure. NEVER NEVER NEVER use gloves with rotating tooling!!! See the death wobble at 29:32 thats where the tool can bite and take you for a ride. A person could always add anti rotation stops to the table just for safe measure.
Ugh I would never attempt this. |
|
|
|
[#18]
Quoted:
Watching that tutorial video makes me cringe. I am really surprised those calipers still have the points on the I.D. ears. WOW he is careless with a $150.00 set of calipers. At 26:00 minutes it says to use gloves since the work holder is not locked down. NEVER NEVER NEVER use gloves with rotating tooling!!! See the death wobble at 29:32 thats where the tool can bite and take you for a ride. A person could always add anti rotation stops to the table just for safe measure.
Ugh I would never attempt this. You don't use a drill press to finish an 80% lower. You use it to drill holes, ream holes, tap holes ( if you have a proper self reversing tapping head which cost more than your drill press). My uncle is a master tool and die maker, and with over 35 years in trade he had a careless incident running a lathe - so now he can only count to nine on his hands. Another person with long hair, bent over to look closer at something and the hair caught in the fast turning lead screw. It tore off part of the scalp and the personal had to have skin grafts and wear a wig for nearly 3 years before it grew back enough to hide the scars. Machines cut things - the only difference between cutting metal and cutting you up is that cutting you up requires less horsepower. If you insist on getting a drill press and trying to do light milling - I will let you in on the secrets. Get a unit that has an MT2 or better MT3 spindle taper with a hollow spindle drive that can accept a draw bar. ( if you go with a mill/drill that has an R8 then ignore this - your good to go.) There are places online "Little machine shop" is one such where you can buy morse taper endmill holders. Buy a set that covers all the sizes you might need. You will also need a dial indicator, an X/Y table, a vise and other misc tools. Remember you NEVER try to mill with a drill chuck. To be honest - you are always better off with a real Mill than a drill press, and by the time you buy all the extras you would have paid for the better machine. Oh yeah - a GOOD tap, to thread the receiver extension hole is going to cost you - perhaps more than the 80% paperweight did and almost as much as some receivers retail for. Now I have made many AR's but I still have not bought a tap. I cheat (I do threadmilling on a CNC). |
|
|
|
[#19]
There is no threading that is required to complete an 80% reciever. THe harbor freight/Grizzly mill are exactly the same, except for a couple hundred dollars. They are also sold under 5 or 6 other names. They have plenty of Z-axis clearance if you are using a collet to hold the end mill.
|
|
|
|
[#20]
Quoted:
There is no threading that is required to complete an 80% reciever. THe harbor freight/Grizzly mill are exactly the same, except for a couple hundred dollars. They are also sold under 5 or 6 other names. They have plenty of Z-axis clearance if you are using a collet to hold the end mill. It WAS required until ATF re-defined 80% |
|
|
|
[#21]
Quoted:
If you insist on getting a drill press and trying to do light milling - I will let you in on the secrets. Get a unit that has an MT2 or better MT3 spindle taper with a hollow spindle drive that can accept a draw bar. ( if you go with a mill/drill that has an R8 then ignore this - your good to go.) There are places online "Little machine shop" is one such where you can buy morse taper endmill holders. Buy a set that covers all the sizes you might need. You will also need a dial indicator, an X/Y table, a vise and other misc tools. Oh yeah - a GOOD tap, to thread the receiver extension hole is going to cost you - perhaps more than the 80% paperweight did and almost as much as some receivers retail for. Now I have made many AR's but I still have not bought a tap. I cheat (I do threadmilling on a CNC). Quoted:
Quoted:
Watching that tutorial video makes me cringe. I am really surprised those calipers still have the points on the I.D. ears. WOW he is careless with a $150.00 set of calipers. At 26:00 minutes it says to use gloves since the work holder is not locked down. NEVER NEVER NEVER use gloves with rotating tooling!!! See the death wobble at 29:32 thats where the tool can bite and take you for a ride. A person could always add anti rotation stops to the table just for safe measure.
Ugh I would never attempt this. If you insist on getting a drill press and trying to do light milling - I will let you in on the secrets. Get a unit that has an MT2 or better MT3 spindle taper with a hollow spindle drive that can accept a draw bar. ( if you go with a mill/drill that has an R8 then ignore this - your good to go.) There are places online "Little machine shop" is one such where you can buy morse taper endmill holders. Buy a set that covers all the sizes you might need. You will also need a dial indicator, an X/Y table, a vise and other misc tools. Oh yeah - a GOOD tap, to thread the receiver extension hole is going to cost you - perhaps more than the 80% paperweight did and almost as much as some receivers retail for. Now I have made many AR's but I still have not bought a tap. I cheat (I do threadmilling on a CNC). My Steel City 17" drill press has an MT2 spindle but I'm not sure what a draw bar is. |
|
|
|
[#22]
Quoted:
The best drill press for doing a lower is a proper mill. Yep. People have finished them with dremels before, but you should be able to get by with any decently rigid drill press and X-Y table just fine. As has been said, no heavy side cuts. |
|
|
|
[#23]
Quoted:
My Steel City 17" drill press has an MT2 spindle but I'm not sure what a draw bar is. Quoted:
Quoted:
Quoted:
Watching that tutorial video makes me cringe. I am really surprised those calipers still have the points on the I.D. ears. WOW he is careless with a $150.00 set of calipers. At 26:00 minutes it says to use gloves since the work holder is not locked down. NEVER NEVER NEVER use gloves with rotating tooling!!! See the death wobble at 29:32 thats where the tool can bite and take you for a ride. A person could always add anti rotation stops to the table just for safe measure.
Ugh I would never attempt this. If you insist on getting a drill press and trying to do light milling - I will let you in on the secrets. Get a unit that has an MT2 or better MT3 spindle taper with a hollow spindle drive that can accept a draw bar. ( if you go with a mill/drill that has an R8 then ignore this - your good to go.) There are places online "Little machine shop" is one such where you can buy morse taper endmill holders. Buy a set that covers all the sizes you might need. You will also need a dial indicator, an X/Y table, a vise and other misc tools. Oh yeah - a GOOD tap, to thread the receiver extension hole is going to cost you - perhaps more than the 80% paperweight did and almost as much as some receivers retail for. Now I have made many AR's but I still have not bought a tap. I cheat (I do threadmilling on a CNC). My Steel City 17" drill press has an MT2 spindle but I'm not sure what a draw bar is. A draw bar is essentially a long bolt that goes from the top of the spindle down through the center and screws into the MT(2) shank locking it in place so it can't come loose or be removed. When using a collet the draw bar sets the clamping tension. On solid endmill holders there is nothing to collapse so the draw bar just pulls the holder into the taper and locks it, or more importantly provides and easy way to remove the tool holder because MT is a self-locking taper. Most Drill chucks are just inserted by hand and self lock. This is partly why trying to mill with a drill chuck is so dangerous. There is nothing but that self locking taper holding the chuck in the spindle, Drill forces tend to push the taper deeper and help maintain the self locking grip. Now, if you start applying side pressures this will tend to un-seat the taper and the chuck can suddenly, without warning, fall out of the taper. This can be a bit exciting when the chuck is spinning 4000+ rpm. If you extend the drill press quill you will likely find a slot that goes through both sides. This is for a tapered drift that is used when struck by a mallet to unseat the taper. Drill chucks are commonly limited to up to 1/2" drills, drill sizes above 1/2" were most commonly morse taper shank drills. The reason for this is the morse tapers include a drive tang that keeps the drill from slipping/spinning in the taper. Bigger HSS drills need to run slower to be in the proper SFPM speed range. This means there will be alot of torque on that shank, that drive tang saves the drill. That said - there is a series of drills know as Silver and Demming or S&D. These guys figured that a good quick and dirty drill set would sell - so they made drills from 33/64" up to 2.5" all with 1/2" straight shanks that could fit a standard drill chuck. And popular they became - and when you see them the shanks are often scared with grooves from when the shank spun in the chuck. What people fail to realize is that the 3 little jaws of the drill chuck were never designed to have to take the cutting loads larger tools cause. Add to that - that most drill press chucks of this type are made with marginal quality import steel. |
|
|
|
[#24]
That's very helpful though discouraging. Was hoping to be able to do this without buying a machine that I would have very little use for. Here's my quill extended 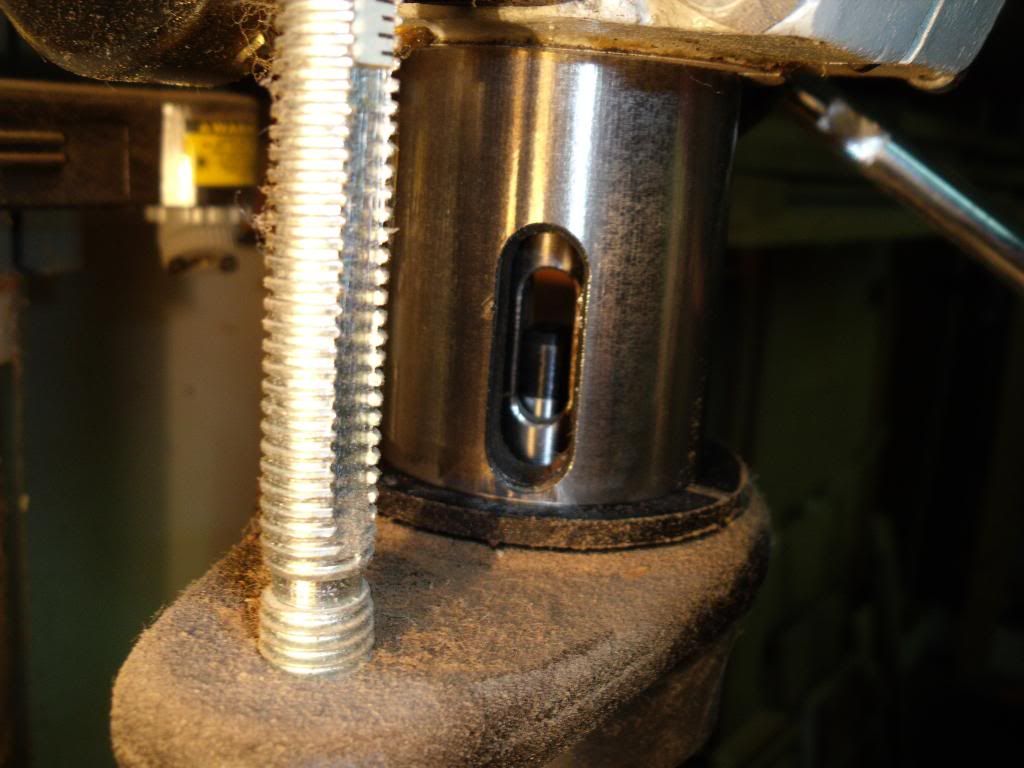
rpm range is 215-2720. No draw bar as I understand it from your post. For what it's worth. In the world of woodworking Steel City is a high quality machine. I bought this one due to the 6" of travel I have with the quill. |
|
|
|
[#25]
I don't think any drill press ship with a draw bar - its not expected to be needed.
The question is - does your machine have a hollow quill that could accept one. If so you can make one from 3/8-16 all thread rod and a nut. (for MT2) Look at the top where it comes up through the drive pulley, if there is a hole in the center that a 3/8 rod will fit through and in goes all the way through to the tang area - then your all set. BTW that slot in the side is where you would use the taper drift to pop the chuck out. |
|
|
|
[#26]
No, mine doesn't . Solid bar at the drive wheel.
|
|
|
|
[#27]
Quoted: I would say that some people truly enjoy building their own gun or as much of it as possible. Then there are other people that like having guns that the government doesn't know about. Quoted: Quoted: Not bashing but seriously why an unfinished lower when you can pick up a finished for less than you will have in the 80? I would say that some people truly enjoy building their own gun or as much of it as possible. Then there are other people that like having guns that the government doesn't know about. Thank goodness for backpage. |
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.









