|
Posted: 8/9/2014 12:47:22 AM EDT
Battle Arms Development Forged Wire EDM Lower Receiver
*** Click on a photo for ordering info and pricing *** Description: Battle Arms hold themselves to a high standard of quality for everything they make. This is especially true with their lower receivers. The forgings are of the highest quality. They control all factors to make it that way. The roll mark with their new logo is done with a 3D laser engraver that they do in-house. The receiver extension threads are helical. All of the pin holes are reamed rather than drilled. The flared mag well is cut using wire EDM and there is no flashing or rough areas. All of this adds up in time and money spent that gives them a lower receiver that has the quality that is on a Battle Arms Development level. Features: Mil-spec dimensions and holes. 7075 T6 aluminum. Mil-spec type 3 hard anodizing. High quality and tested forgings. 3D laser engraved roll mark with Battle Arms’ new logo. All pin holes are reamed rather than drilled. Helical rear receiver extension threads (not drilled and tapped). Wire EDM cut flared mag well. Selector stops have been removed. 45 degree safety selector compatible (See my review of the BAD-ASS ST here). 


|
|
|
|
[#1]
Very nice. Im likin that roll mark for some reason. Looks clean
|
|
|
|
[#2]
This lower is seriously awesome! But seems a little pricey for a forged lower...
|
|
|
|
[#3]
Nice lower. I wish I could justify getting it. Would love a Henderson, NV stamp on my lower. But for a forged lower it is on the high end of my price scale.
|
|
|
|
[#4]
If you're in Henderson, give us a call and come on by to have a look, or you can see them at Bentwood Gunsmithing
|
|
|
|
[#5]
I haven't bought a lower receiver in years and don't plan on it in the future either... but for those of you complaining about price, just a short while ago JUNK lower receivers were being snapped up in the 200+ range.
This lower looks very nice and seems to have been machined with attention to quality and detail - something the mass producers selling off lowers at $50 a piece don't care about. Does anyone care about a fine quality driven product anymore, or is it all about piecing together the lowest priced AR possible???????? |
|
|
|
[#6]
Quoted: Features: All pin holes are reamed rather than drilled. Helical rear receiver extension threads (not drilled and tapped). I am not knowledgeable enough in metalwork to understand or know why either of these two points would be of any substantial improvement or benefit. Please expand on these two items and why either is a step up. Thanks. |
|
|
|
[#7]
We have a responsibility to our customers that expect the world of us. When they receive theirs, it would be as finely crafted as they imagined, and then some.
This isn't about making it beautiful, though it is. To us, it's about making it as correct as possible, using the methods that yield the results we demand that often cost more than lesser means. By no means are we suggesting different manufacturing methods yield unsatisfactory results. What we choose to use, such as wire EDM, reamed pin holes, etc., do it right the first time, every time. It doesn't cost more because it bears our name and logo can command it. In days and weeks to come, we will start seeing in-depth reviews of these lower receivers, we will let reviewers and customers do the talking, it means more to us and readers when testimonies don't come directly from the manufacturer It's a matter of pride in doing the best we can, and delivering on that promise we made to ourselves since 2009. All or nothing, half measures are not for us. |
|
|
|
[#8]
Quoted: We have a responsibility to our customers that expect the world of us. <snip> |
|
|
|
[#9]
That post was written in reply to maleante's, yours hadn't shown up when I started writing it
Drilling creates rough surfaces, and often don't make a good straight and circular hole. Post drilling reaming is far more accurate, and creates a straight and superior round hole. Helical threading is cleaner and more precise, and leaves no sharp edges. A tap will cut a certain size, but as it wears, there is no way to control size. With Aerospace parts, tapping isn't an acceptable way to make a hole if the size is over 1/2". Tapped holes usually have a "TORN" finish. Milling the thread gives you the ability to hold the size perfect if you are using thread gages. If the part is going on an airplane, they will check the thread profile, and may reject a tapped hole if it doesn't meet specs. With thread milling you can adjust the size of the thread as the insert starts to wear. Also the finish is a lot better. |
|
|
|
[#10]
Quoted:
We have a responsibility to our customers that expect the world of us. When they receive theirs, it would be as finely crafted as they imagined, and then some. snip I have no doubt about quality of the piece if its made by Battle Arms development. I have bad levers and EPs pins on all my rifles. I know first hand the quality. I guess my initial reaction was sticker shock for a forged lower. I'm gonna have to check it out in person. |
|
|
|
[#11]
I just ordered mine tonight. I have been waiting on the release for a while and I can't wait to get it in. In my wife's mind this will be my last lower. Ha ha, until the next one.
|
|
|
|
[#12]
Great, now make a forged upper non- reciprocating side charger please.
|
|
|
|
[#13]
Quoted:
Does anyone care about a fine quality driven product anymore, or is it all about piecing together the lowest priced AR possible???????? My thoughts exactly. Although I'm sure the lower is extremely well made, I just can't get passed the overly busy logos. Every thing looks real clean, even the logo, but there is just too much going on IMO. So many people want to build everything for a cheap as they can, but also want the best for the price of garbage. Most people don't realize extra steps in manufacturing require paying people to take those extra steps. Which in turn means a higher price tag for customers. It amazes me everyday how the simple things in life boggle so many people's minds. If y'all made lowers without the billboard on the right side, I'd get one. |
|
|
|
[#14]
That's the story with the odd notch on the left selector hole?
|
|
|
|
[#15]
Quoted:
That's the story with the odd notch on the left selector hole? Thats for the BAD-ASS 45 selector notch. Roger, How are you cutting the magwell? The reason I ask is that magwell dimensions are an often overlooked part of an AR reliability. While I was at my old company we tested our lower against another premium company's lower. We found that feeding reliability was greatly increased when using the competitor's "zero tolerance" magwell while using 7.62x39. It was eye-opening and makes me hesitant about most company's magwells. |
|
|
|
[#16]
Quoted:
I am not knowledgeable enough in metalwork to understand or know why either of these two points would be of any substantial improvement or benefit. Please expand on these two items and why either is a step up. Thanks. Quoted:
Quoted:
Features: All pin holes are reamed rather than drilled. Helical rear receiver extension threads (not drilled and tapped). I am not knowledgeable enough in metalwork to understand or know why either of these two points would be of any substantial improvement or benefit. Please expand on these two items and why either is a step up. Thanks. I'll expand a little on how the process works, for reaming you first drill a undersized hole then the reamer comes in after reaming the hole to exact diameter specifications. This creates a much more precise hole and finish than if it were just drilled, the amount of precision this yields will create exact results from lower to lower. Trigger and hammer pins will fit and seat on a perfect cylindrical holes without the worry of over-sized or undersized holes. Helical threads are more precise and burr free because they are done with a milling bit that spirals down the blank hole cutting a small v-groove with a 60 deg cutter in a helical pattern creating threads. This is done in a couple of passes that take a bit at a time until you get to the desired fit. Tapping threads is a much more violent process that carves the threads with a tapered tap, sometimes material will get stuck between threads and cause rough finishes or broken thread segments. https://www.youtube.com/watch?v=KBr-qUpP_2s Skip to min 20 to see how the threads are made Circular interpolation will always create smoother threads than tapping, this is a big deal especially between aluminum mating parts that tend to gall up. |
|
|
|
[#17]
We knew some might object to the size and location of the logo and markings. In person, both sides are rather difficult to discern. In photos, we obviously want to bring the laser engraved logo and markings out more, so in some photos, lighting, position and angle are optimized to do just that.
In person, the logos and markings are rather subdued, you'd have to look carefully to see them. There's no way to make everyone happy, it's probably impossible. What we did not do though, is color fill them and make them stand out Joe, the mag well is wire EDM cut, but are you referring to something else? |
|
|
|
[#18]
You did good Duffy. It's a winner.
|
|
|
|
[#19]
Quoted:
We knew some might object to the size and location of the logo and markings. In person, both sides are rather difficult to discern. In photos, we obviously want to bring the laser engraved logo and markings out more, so in some photos, lighting, position and angle are optimized to do just that. In person, the logos and markings are rather subdued, you'd have to look carefully to see them. There's no way to make everyone happy, it's probably impossible. What we did not do though, is color fill them and make them stand out Joe, the mag well is wire EDM cut, but are you referring to something else? No I wasn't. Most magwells are broach cut. I understood that this magwell was EDM but just wanted clarification. And to point out that the manufacturing processes equal more to the end user than just a slightly more expensive part. |
|
|
|
[#20]
Thank you Joe. I was tempted to post a video I took of the wire EDM operation that cuts our mag well, but it may reveal trade secrets, this is what we can safely post.

Not a stock photo (would have been much higher quality lol), this was taken in the shop with my iPhone. |
|
|
|
[#21]
Quoted:
Thank you Joe. I was tempted to post a video I took of the wire EDM operation that cuts our mag well, but it may reveal trade secrets, I will post a pic of it later. No worries, wouldn't ask you to do that. After playing with that lower I spoke about, it really made me want to buy one as my main lower, but they run upwards of $1K if you can find them. EDM magwells allow for near perfect tolerances which can really affect reliability. Glad someone finally is doing it. |
|
|
|
[#22]
Quoted:
We knew some might object to the size and location of the logo and markings. In person, both sides are rather difficult to discern. In photos, we obviously want to bring the laser engraved logo and markings out more, so in some photos, lighting, position and angle are optimized to do just that. In person, the logos and markings are rather subdued, you'd have to look carefully to see them. There's no way to make everyone happy, it's probably impossible. What we did not do though, is color fill them and make them stand out Joe, the mag well is wire EDM cut, but are you referring to something else? I like it, looks great.. I'm definitely going to put this up on my list of what lower I want next had it narrowed down to 2 now it's at 3 |
|
|
|
[#23]
Wire EDM the mag well is a time consuming and messy business, filters have to be changed often and consumables cost adds up quickly.
The extra steps and different methods we use are necessary to create the product to our satisfaction. Drilled and reamed pin holes, helical threading, chamfering of the pin holes by hand, using only high quality (and more expensive) forgings, spending days at the anodizing shop until they got it right, all took considerable amount of time. To bring an OK and acceptable receiver to the degree of fine craftsmanship and precision on ours have is costly, but not prohibitively so for those that demand and appreciate it. It might not compete well with $69 lowers, but it was never meant to. |
|
|
|
[#24]

|
|
|
|
[#25]
I like all my BAD parts, so I'm looking forward to seeing one of these in person. I have to admit, the price did surprise me when I first saw it.
Hopefully there will be some at Rainier Arms' Summer Blast. |
|
|
|
[#26]
There will, and we'll be there too
|
|
|
|
[#27]
Quoted:
That post was written in reply to maleante's, yours hadn't shown up when I started writing it Drilling creates rough surfaces, and often don't make a good straight and circular hole. Post drilling reaming is far more accurate, and creates a straight and superior round hole. Helical threading is cleaner and more precise, and leaves no sharp edges. A tap will cut a certain size, but as it wears, there is no way to control size. With Aerospace parts, tapping isn't an acceptable way to make a hole if the size is over 1/2". Tapped holes usually have a "TORN" finish. Milling the thread gives you the ability to hold the size perfect if you are using thread gages. If the part is going on an airplane, they will check the thread profile, and may reject a tapped hole if it doesn't meet specs. With thread milling you can adjust the size of the thread as the insert starts to wear. Also the finish is a lot better. You typically cannot use a reamer to straighten a hole. The reamer simply follows the pre-drill. "Ream for size, not for location" as well. Surface finish is a true point but it depends on a lot of things.. and these lowers are likely bead blasted then type III anodized so many advantages regarding surface finish and size can be greatly diminished (thanks to the nature of anodizing, its growth thickness, and changes resulting from the baths becoming contaminated). If those holes were cut and polished to a mirror finish, how would it benefit me? I can 'understand' everything having to be perfect on people's "boutique" guns, but this lower was smashed in to shape with a forge. It is a nice looking lower.. but it still looks 'forged'. Thread milling is cleaner and it is more precise (or at least it can be, with a nonrigid set-up the tool pressure thread milling creates will cause troubles). As far as "aerospace", they would probably prefer some threading not be cut AT ALL. Thread forming/form tapping is a better option in many ways for some aerospace applications (the fact that "aerospace" keeps keeps getting mentioned raises even more concerns that the cost is being justified with buzzwords rather than something substantial and qualitative). Thread gages work on tapped holes too, and since the leading edges do the brunt of the cutting, it can be pretty obvious when something isn't right since the tap will be driven through the length of the hole. As for adjusting/compensating a thread mill, that does not benefit the end user, also when you compensate a thread mill because of worn edges it will effect the thread profile..(Why should I care that you can use cutter compensation on your threading tool? That is something that should be extending the life of tooling and lowering costs as well). Really, if the end product is quality and in spec, it does not matter what manufacturing process was used to attain it, at least not to the end user. If a tap is generating burrs and rough edges, those can be remedied and cleaned up with post processing and de-burring etc.. whatever it takes to produce a quality part.. the manufacturer has to have concern for costs, consistency and so on. If you tapped and drilled instead of reaming and helical milling the threads, what would this lower cost? If my receiver extension and pins fit just as well in this theoretical lower as they would in the reamed and thread milled one (which is likely if they are both "mil-spec"), then where did my extra coin go (assuming of course that lower would cost less)? Many billet receivers already use the processes these lowers are advertising.. and some are cheaper. I know shops that run 24/7 365 with robot loaded manufacturing cells.. EDM, thread milling and reaming.. even helical milling with an endmill (helical boring) rather than drilling.. pumping out lowers, uppers and hand guards. I am not trying to be overly critical, the biggest selling point to me about this lower is probably the EDM cut mag well. (but again, if a lower popped up with a broached well with the same fit and lower cost, then there is not a real advantage). The reaming and thread milling just sounds like a lot of marketing nonsense to me... and it is all well and good that the logo is 3D laser engraved on there, but more often then not I would probably pay more to not have a roll mark at all, let alone one that probably ADDED cost to the lower over traditional methods. |
|
|
|
[#28]
Bam! ^^^^^ Didn't leave much room to argue.
|
|
|
|
[#29]
Quoted:
You typically cannot use a reamer to straighten a hole. The reamer simply follows the pre-drill. "Ream for size, not for location" as well. Surface finish is a true point but it depends on a lot of things.. and these lowers are likely bead blasted then type III anodized so many advantages regarding surface finish and size can be greatly diminished (thanks to the nature of anodizing, its growth thickness, and changes resulting from the baths becoming contaminated). If those holes were cut and polished to a mirror finish, how would it benefit me? I can 'understand' everything having to be perfect on people's "boutique" guns, but this lower was smashed in to shape with a forge. It is a nice looking lower.. but it still looks 'forged'. Thread milling is cleaner and it is more precise (or at least it can be, with a nonrigid set-up the tool pressure thread milling creates will cause troubles). As far as "aerospace", they would probably prefer some threading not be cut AT ALL. Thread forming/form tapping is a better option in many ways for some aerospace applications (the fact that "aerospace" keeps keeps getting mentioned raises even more concerns that the cost is being justified with buzzwords rather than something substantial and qualitative). Thread gages work on tapped holes too, and since the leading edges do the brunt of the cutting, it can be pretty obvious when something isn't right since the tap will be driven through the length of the hole. As for adjusting/compensating a thread mill, that does not benefit the end user, also when you compensate a thread mill because of worn edges it will effect the thread profile..(Why should I care that you can use cutter compensation on your threading tool? That is something that should be extending the life of tooling and lowering costs as well). Really, if the end product is quality and in spec, it does not matter what manufacturing process was used to attain it, at least not to the end user. If a tap is generating burrs and rough edges, those can be remedied and cleaned up with post processing and de-burring etc.. whatever it takes to produce a quality part.. the manufacturer has to have concern for costs, consistency and so on. If you tapped and drilled instead of reaming and helical milling the threads, what would this lower cost? If my receiver extension and pins fit just as well in this theoretical lower as they would in the reamed and thread milled one (which is likely if they are both "mil-spec"), then where did my extra coin go (assuming of course that lower would cost less)? Many billet receivers already use the processes these lowers are advertising.. and some are cheaper. I know shops that run 24/7 365 with robot loaded manufacturing cells.. EDM, thread milling and reaming.. even helical milling with an endmill (helical boring) rather than drilling.. pumping out lowers, uppers and hand guards. I am not trying to be overly critical, the biggest selling point to me about this lower is probably the EDM cut mag well. (but again, if a lower popped up with a broached well with the same fit and lower cost, then there is not a real advantage). The reaming and thread milling just sounds like a lot of marketing nonsense to me... and it is all well and good that the logo is 3D laser engraved on there, but more often then not I would probably pay more to not have a roll mark at all, let alone one that probably ADDED cost to the lower over traditional methods. Quoted:
Quoted:
That post was written in reply to maleante's, yours hadn't shown up when I started writing it Drilling creates rough surfaces, and often don't make a good straight and circular hole. Post drilling reaming is far more accurate, and creates a straight and superior round hole. Helical threading is cleaner and more precise, and leaves no sharp edges. A tap will cut a certain size, but as it wears, there is no way to control size. With Aerospace parts, tapping isn't an acceptable way to make a hole if the size is over 1/2". Tapped holes usually have a "TORN" finish. Milling the thread gives you the ability to hold the size perfect if you are using thread gages. If the part is going on an airplane, they will check the thread profile, and may reject a tapped hole if it doesn't meet specs. With thread milling you can adjust the size of the thread as the insert starts to wear. Also the finish is a lot better. You typically cannot use a reamer to straighten a hole. The reamer simply follows the pre-drill. "Ream for size, not for location" as well. Surface finish is a true point but it depends on a lot of things.. and these lowers are likely bead blasted then type III anodized so many advantages regarding surface finish and size can be greatly diminished (thanks to the nature of anodizing, its growth thickness, and changes resulting from the baths becoming contaminated). If those holes were cut and polished to a mirror finish, how would it benefit me? I can 'understand' everything having to be perfect on people's "boutique" guns, but this lower was smashed in to shape with a forge. It is a nice looking lower.. but it still looks 'forged'. Thread milling is cleaner and it is more precise (or at least it can be, with a nonrigid set-up the tool pressure thread milling creates will cause troubles). As far as "aerospace", they would probably prefer some threading not be cut AT ALL. Thread forming/form tapping is a better option in many ways for some aerospace applications (the fact that "aerospace" keeps keeps getting mentioned raises even more concerns that the cost is being justified with buzzwords rather than something substantial and qualitative). Thread gages work on tapped holes too, and since the leading edges do the brunt of the cutting, it can be pretty obvious when something isn't right since the tap will be driven through the length of the hole. As for adjusting/compensating a thread mill, that does not benefit the end user, also when you compensate a thread mill because of worn edges it will effect the thread profile..(Why should I care that you can use cutter compensation on your threading tool? That is something that should be extending the life of tooling and lowering costs as well). Really, if the end product is quality and in spec, it does not matter what manufacturing process was used to attain it, at least not to the end user. If a tap is generating burrs and rough edges, those can be remedied and cleaned up with post processing and de-burring etc.. whatever it takes to produce a quality part.. the manufacturer has to have concern for costs, consistency and so on. If you tapped and drilled instead of reaming and helical milling the threads, what would this lower cost? If my receiver extension and pins fit just as well in this theoretical lower as they would in the reamed and thread milled one (which is likely if they are both "mil-spec"), then where did my extra coin go (assuming of course that lower would cost less)? Many billet receivers already use the processes these lowers are advertising.. and some are cheaper. I know shops that run 24/7 365 with robot loaded manufacturing cells.. EDM, thread milling and reaming.. even helical milling with an endmill (helical boring) rather than drilling.. pumping out lowers, uppers and hand guards. I am not trying to be overly critical, the biggest selling point to me about this lower is probably the EDM cut mag well. (but again, if a lower popped up with a broached well with the same fit and lower cost, then there is not a real advantage). The reaming and thread milling just sounds like a lot of marketing nonsense to me... and it is all well and good that the logo is 3D laser engraved on there, but more often then not I would probably pay more to not have a roll mark at all, let alone one that probably ADDED cost to the lower over traditional methods. Then don't buy it. Last time I checked there are many options out there. Some more expensive some less expensive. Aren't choices great? |
|
|
|
[#30]
Quoted:
You typically cannot use a reamer to straighten a hole. The reamer simply follows the pre-drill. "Ream for size, not for location" as well. Surface finish is a true point but it depends on a lot of things.. and these lowers are likely bead blasted then type III anodized so many advantages regarding surface finish and size can be greatly diminished (thanks to the nature of anodizing, its growth thickness, and changes resulting from the baths becoming contaminated). If those holes were cut and polished to a mirror finish, how would it benefit me? I can 'understand' everything having to be perfect on people's "boutique" guns, but this lower was smashed in to shape with a forge. It is a nice looking lower.. but it still looks 'forged'. Thread milling is cleaner and it is more precise (or at least it can be, with a nonrigid set-up the tool pressure thread milling creates will cause troubles). As far as "aerospace", they would probably prefer some threading not be cut AT ALL. Thread forming/form tapping is a better option in many ways for some aerospace applications (the fact that "aerospace" keeps keeps getting mentioned raises even more concerns that the cost is being justified with buzzwords rather than something substantial and qualitative). Thread gages work on tapped holes too, and since the leading edges do the brunt of the cutting, it can be pretty obvious when something isn't right since the tap will be driven through the length of the hole. As for adjusting/compensating a thread mill, that does not benefit the end user, also when you compensate a thread mill because of worn edges it will effect the thread profile..(Why should I care that you can use cutter compensation on your threading tool? That is something that should be extending the life of tooling and lowering costs as well). Really, if the end product is quality and in spec, it does not matter what manufacturing process was used to attain it, at least not to the end user. If a tap is generating burrs and rough edges, those can be remedied and cleaned up with post processing and de-burring etc.. whatever it takes to produce a quality part.. the manufacturer has to have concern for costs, consistency and so on. If you tapped and drilled instead of reaming and helical milling the threads, what would this lower cost? If my receiver extension and pins fit just as well in this theoretical lower as they would in the reamed and thread milled one (which is likely if they are both "mil-spec"), then where did my extra coin go (assuming of course that lower would cost less)? Many billet receivers already use the processes these lowers are advertising.. and some are cheaper. I know shops that run 24/7 365 with robot loaded manufacturing cells.. EDM, thread milling and reaming.. even helical milling with an endmill (helical boring) rather than drilling.. pumping out lowers, uppers and hand guards. I am not trying to be overly critical, the biggest selling point to me about this lower is probably the EDM cut mag well. (but again, if a lower popped up with a broached well with the same fit and lower cost, then there is not a real advantage). The reaming and thread milling just sounds like a lot of marketing nonsense to me... and it is all well and good that the logo is 3D laser engraved on there, but more often then not I would probably pay more to not have a roll mark at all, let alone one that probably ADDED cost to the lower over traditional methods. Quoted:
Quoted:
That post was written in reply to maleante's, yours hadn't shown up when I started writing it Drilling creates rough surfaces, and often don't make a good straight and circular hole. Post drilling reaming is far more accurate, and creates a straight and superior round hole. Helical threading is cleaner and more precise, and leaves no sharp edges. A tap will cut a certain size, but as it wears, there is no way to control size. With Aerospace parts, tapping isn't an acceptable way to make a hole if the size is over 1/2". Tapped holes usually have a "TORN" finish. Milling the thread gives you the ability to hold the size perfect if you are using thread gages. If the part is going on an airplane, they will check the thread profile, and may reject a tapped hole if it doesn't meet specs. With thread milling you can adjust the size of the thread as the insert starts to wear. Also the finish is a lot better. You typically cannot use a reamer to straighten a hole. The reamer simply follows the pre-drill. "Ream for size, not for location" as well. Surface finish is a true point but it depends on a lot of things.. and these lowers are likely bead blasted then type III anodized so many advantages regarding surface finish and size can be greatly diminished (thanks to the nature of anodizing, its growth thickness, and changes resulting from the baths becoming contaminated). If those holes were cut and polished to a mirror finish, how would it benefit me? I can 'understand' everything having to be perfect on people's "boutique" guns, but this lower was smashed in to shape with a forge. It is a nice looking lower.. but it still looks 'forged'. Thread milling is cleaner and it is more precise (or at least it can be, with a nonrigid set-up the tool pressure thread milling creates will cause troubles). As far as "aerospace", they would probably prefer some threading not be cut AT ALL. Thread forming/form tapping is a better option in many ways for some aerospace applications (the fact that "aerospace" keeps keeps getting mentioned raises even more concerns that the cost is being justified with buzzwords rather than something substantial and qualitative). Thread gages work on tapped holes too, and since the leading edges do the brunt of the cutting, it can be pretty obvious when something isn't right since the tap will be driven through the length of the hole. As for adjusting/compensating a thread mill, that does not benefit the end user, also when you compensate a thread mill because of worn edges it will effect the thread profile..(Why should I care that you can use cutter compensation on your threading tool? That is something that should be extending the life of tooling and lowering costs as well). Really, if the end product is quality and in spec, it does not matter what manufacturing process was used to attain it, at least not to the end user. If a tap is generating burrs and rough edges, those can be remedied and cleaned up with post processing and de-burring etc.. whatever it takes to produce a quality part.. the manufacturer has to have concern for costs, consistency and so on. If you tapped and drilled instead of reaming and helical milling the threads, what would this lower cost? If my receiver extension and pins fit just as well in this theoretical lower as they would in the reamed and thread milled one (which is likely if they are both "mil-spec"), then where did my extra coin go (assuming of course that lower would cost less)? Many billet receivers already use the processes these lowers are advertising.. and some are cheaper. I know shops that run 24/7 365 with robot loaded manufacturing cells.. EDM, thread milling and reaming.. even helical milling with an endmill (helical boring) rather than drilling.. pumping out lowers, uppers and hand guards. I am not trying to be overly critical, the biggest selling point to me about this lower is probably the EDM cut mag well. (but again, if a lower popped up with a broached well with the same fit and lower cost, then there is not a real advantage). The reaming and thread milling just sounds like a lot of marketing nonsense to me... and it is all well and good that the logo is 3D laser engraved on there, but more often then not I would probably pay more to not have a roll mark at all, let alone one that probably ADDED cost to the lower over traditional methods. What you need is an Anderson lower. I mean, it's the same shit right? |
|
|
|
[#31]
Quoted:
What you need is an Anderson lower. I mean, it's the same shit right? No. Safe to say you missed my point. If Anderson started advertising their lowers as reamed, thread milled and EDM cut mag wells, and sold them at the same price they currently retail for, do you think they would be any better? How 'bout if they started 3D laser engraving their fugly mustang roll mark on them? And does Anderson use the same raw forgings? What if they did? Just because a hole gets reamed instead of drilled does not mean that any value was truly added to the final product. Tooling costs money, decimal places cost money (in terms of tolerances), and if there is no discernible difference between a reamed pin hole and a drilled one (especially after anodizing), then is the cost justified? Or is it just something nice sounding to put in the advertisement? I am sure BAD's lower is a quality piece, but telling me how they made it (especially marketing people trying to explain it) is just hot air in my mind. A manufacturing process alone does not justify cost. You can needlessly make something ungodly expensive and time consuming in manufacturing, but there should be a trade off. I am sure BAD can find a better way to demonstrate it and advertise it.. showing the fit, the quality control, a quantitative or qualitative difference. PS: You are in PA? There is a manufacturer called Micro Facture near Lancaster. They have fully automated robot loaded machinery, up to 8-axis machines, ones that can spit out bolts in 10 minutes, and they have done work for lots of major manufacturers.. billet receivers machined on 5-axis equipment, robot loaded, laser inspected tooling, CMM inspected parts, in process inspection, thread milling, reaming, you name it.. and none of those manufacturers mention anything about it. They don't need to. |
|
|
|
[#32]
Quoted:
Then don't buy it. Last time I checked there are many options out there. Some more expensive some less expensive. Aren't choices great? Honestly, this thing is right up my alley. I am not big on the engraving but a forged lower with a burned out mag well sounds like something that could peak my interest (assuming it is a tight 'cut' well, EDM is a very capable process.. again an argument could be made whether such a high tolerance EDM mag well is justifiable, it would take a half hour to burn that out). I haven't swore anything off, but I am hesitant from the price and the advertising. |
|
|
|
[#33]

|
|
|
|
[#34]
Quoted:
No. Safe to say you missed my point. If Anderson started advertising their lowers as reamed, thread milled and EDM cut mag wells, and sold them at the same price they currently retail for, do you think they would be any better? How 'bout if they started 3D laser engraving their fugly mustang roll mark on them? And does Anderson use the same raw forgings? What if they did? Just because a hole gets reamed instead of drilled does not mean that any value was truly added to the final product. Tooling costs money, decimal places cost money (in terms of tolerances), and if there is no discernible difference between a reamed pin hole and a drilled one (especially after anodizing), then is the cost justified? Or is it just something nice sounding to put in the advertisement? I am sure BAD's lower is a quality piece, but telling me how they made it (especially marketing people trying to explain it) is just hot air in my mind. A manufacturing process alone does not justify cost. You can needlessly make something ungodly expensive and time consuming in manufacturing, but there should be a trade off. I am sure BAD can find a better way to demonstrate it and advertise it.. showing the fit, the quality control, a quantitative or qualitative difference. PS: You are in PA? There is a manufacturer called Micro Facture near Lancaster. They have fully automated robot loaded machinery, up to 8-axis machines, ones that can spit out bolts in 10 minutes, and they have done work for lots of major manufacturers.. billet receivers machined on 5-axis equipment, robot loaded, laser inspected tooling, CMM inspected parts, in process inspection, thread milling, reaming, you name it.. and none of those manufacturers mention anything about it. They don't need to. Quoted:
Quoted:
What you need is an Anderson lower. I mean, it's the same shit right? No. Safe to say you missed my point. If Anderson started advertising their lowers as reamed, thread milled and EDM cut mag wells, and sold them at the same price they currently retail for, do you think they would be any better? How 'bout if they started 3D laser engraving their fugly mustang roll mark on them? And does Anderson use the same raw forgings? What if they did? Just because a hole gets reamed instead of drilled does not mean that any value was truly added to the final product. Tooling costs money, decimal places cost money (in terms of tolerances), and if there is no discernible difference between a reamed pin hole and a drilled one (especially after anodizing), then is the cost justified? Or is it just something nice sounding to put in the advertisement? I am sure BAD's lower is a quality piece, but telling me how they made it (especially marketing people trying to explain it) is just hot air in my mind. A manufacturing process alone does not justify cost. You can needlessly make something ungodly expensive and time consuming in manufacturing, but there should be a trade off. I am sure BAD can find a better way to demonstrate it and advertise it.. showing the fit, the quality control, a quantitative or qualitative difference. PS: You are in PA? There is a manufacturer called Micro Facture near Lancaster. They have fully automated robot loaded machinery, up to 8-axis machines, ones that can spit out bolts in 10 minutes, and they have done work for lots of major manufacturers.. billet receivers machined on 5-axis equipment, robot loaded, laser inspected tooling, CMM inspected parts, in process inspection, thread milling, reaming, you name it.. and none of those manufacturers mention anything about it. They don't need to. Safe to say I have NOT missed your point...Interesting posts from you and it seems if you know so much about machining processes I would invite you to make your own lower. For someone stating he's not trying to be so critical, (in your opening salvo post), then in the same breath, use words like "is just hot hot air in my mind", "marketing nonsense", etc....? 
Let me give you a bit of Insight about Duffy, I've known him for years and he's NOT a marketing guy like that, never has been. Their parts speak for themselves and having you come in here and bark the way you have is way off course for what this small company is all about. I've been around a few years and know a thing or two about what goes into the machining aspects, and I've have really been impressed to say the least what Battle Arms has done over the years. They are the utmost respectable company out there and their products speak for themselves and I AM being critical of their company, in a way that deserves respect for what they've accomplished and what they continue to bring to the community. Vic Di Cosola |
|
|
|
[#35]

Well I guess that settles that |
|
|
|
[#36]
Gentlemen,
Thank you for the comments on our latest BAD-15 Lower Receiver. I want to jump in here and say that any technical information that Duffy/Roger posted here is his best attempt at describing our manufacturing process for informational/educational purposes. Neither one of us is a machinist or play one on TV but we do want the best means and methods to manufacture our products. If anything is misspoke, please let us know so we can clarify. We simply want to supply our customers with the facts. We work with our very capable and experienced in-house machinists to decide on the production means and methods. We want to create the "best" forged AR15 lower receiver we know how to make. The BAD-15 Forged Lower receiver is not for everyone, just like a Ferrari or Rolex isn't for everyone. Can't think of a good analogy here so please don't take it too literal. DRILL/REAMING - We do drill the holes first and then ream them to size. Not implying reaming makes the holes center relative to one another. We have to drill the hole true first before reaming. We use quality holders so the tools don't walk/wobble. Reaming makes sure the diameters of the holes are precise and we have a higher chance of having a finished lower receiver with in-spec holes after the anodizing process. These extra steps take time = money. It is good machining practice and we don't like to cut corners. HELICAL THREADING - This type of threading is typical of aerospace parts. We decided to do it this way because it is it is typically more precise and results in cleaner threads. It is less harsh on the forging (less violent process) and the forging already have a lot of built-in stress. A threaded aerospace part the size of the thread on the lower receiver will almost never be drilled and tapped but machined via helical threading. Again, will most people even know the difference? Probably not. However, just because our customers can't see or likely notice the difference at first glance it doesn't mean we will change our manufacturing methods because WE will know how it is made. It is what we do when nobody is looking that sets us apart. WIRE EDM vs. BROACHING / MACHINING - We opted for a wired EDM magwell because that is the best way to keep a consistent tolerance every single time so our 1st lower receiver is cut identical to our 10,000th lower receiver. As someone stated it takes 30 minutes of machine time = about $50 in value in the receiver. If you add this cost alone to any other quality forged lower receivers available on the market you will see the our price point is very competitive not to mention all the other features. We purchased a brand new FANUC, self threading, wire EDM machine just for cutting the lower receiver mag well. Here is the WIRE EDM with the lower receiver mounting fixture: 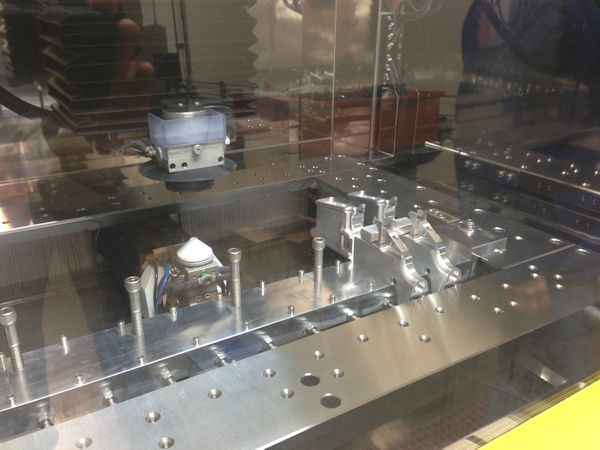 Here is the WIRE EDM burning through one of the lower receivers under water: 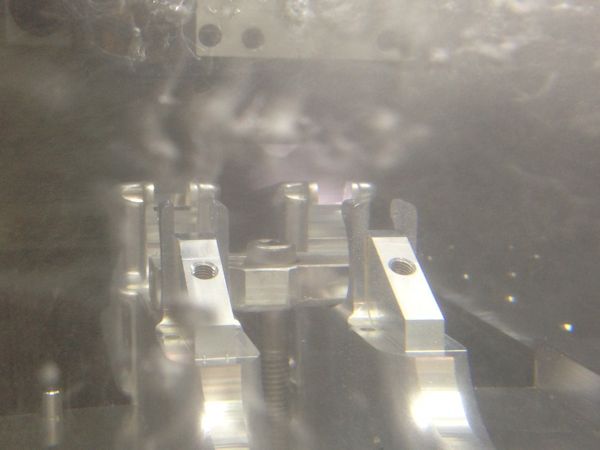 Here is a picture of the spent wire. Fresh wire is fed through each lower receiver to make the cut so there is a lot of cost in consumables but the result is near perfect (I don't like to say anything is perfect) cut mag well:  LASER ENGRAVING - As for the deep, high resolution laser engraving of our "roll-mark", text, and fire/safe markings, it is an added value to our customers. It may not be for everyone but this is how we decide to make our receivers. These are produced in low volume and with great care. We are proud to put our name and logo on it. One day it will be of great collector value because few lowers, if any, are made this way. There is another 25-30 minutes to laser both sides of the receiver which equates to about another $50+ in cost that's given to our customers as an added value. Most other lasers cannot burn this deep even if they tried and those that can would likely take 2-3 times longer. We purchased a high-end, high-power German made $150k laser engraving machine just for this. Again, most manufacturers would not do what we have done but we are Battle Arms Development and we make things our way. There are many forged lower receivers on the market and we are not looking to bring out yet another run-of-the-mill lower receiver to an already saturated market. What we want is to bring to market our dream receiver that we hope would set the new bar for Forged AR15 Lower Receivers. Look at the sharpness of the text, the depth of the engraving, and how fine some of the lines are. This is not possible with CNC engraving:  I am biased but I think we have the best looking logo and laser engraving in the Industry  I appreciate some of your points about cheaper lowers and all I can say is quality costs money. Our cost to manufacture these lowers is more than the retail cost of many of the forged receivers on the market. Again, this is not for everyone. There are plenty of less expensive lowers out there to choose from. For the connoisseurs wanting something more, there is the BAD-15. Thanks again everyone. Feel free to email me or Roger/Duffy with any comments or suggestions. We are constantly improving our products and we humbly welcome all suggestions. Regards, George |
|
|
|
[#37]
Quoted:
Safe to say I have NOT missed your point...Interesting posts from you and it seems if you know so much about machining processes I would invite you to make your own lower. For someone stating he's not trying to be so critical, (in your opening salvo post), then in the same breath, use words like "is just hot hot air in my mind", "marketing nonsense", etc....?
Let me give you a bit of Insight about Duffy, I've known him for years and he's NOT a marketing guy like that, never has been. Their parts speak for themselves and having you come in here and bark the way you have is way off course for what this small company is all about. I've been around a few years and know a thing or two about what goes into the machining aspects, and I've have really been impressed to say the least what Battle Arms has done over the years. They are the utmost respectable company out there and their products speak for themselves and I AM being critical of their company, in a way that deserves respect for what they've accomplished and what they continue to bring to the community. Vic Di Cosola You know what Duffy isn't? A machinist or manufacturing engineer. I saw his post before the edit in which he talked about 'reaming for location' and so on, I was bored viewing the post from my TV so I waited till I was at a PC to respond. By then he had most of it cleared up but still not a 100%. I was not trying to be overly critical of BAD or this product, the marketing however.. I do not know Duffy in person, and all I had to go on for this lower was the product descriptions and forum posts, and they did not jive in my eyes. I have no doubt of BAD's quality, I have seen their ambidextrous selectors in person. Considering the knowledge I have and access to equipment, I could make my own, but my current job is not an 07FFL, and I like my job, and not being in prison. I was already aware how long it would take to burn out the mag well, I wanted to know where the other 80-100 dollars went. I got the response I wanted, and now everyone can benefit from my asshole pessimism thanks to wdigeorge's awesome post. |
|
|
|
[#38]
Nope not a machinist or engineer, never played one in college drama class either
A member had asked specific questions, we have always tried to communicate promptly, if only to leave the incomplete post as a place holder, lest anyone should think we didn't bother to reply. As a company, we've always been remarkably transparent, and present facts, not arguments, this is something I learned from Vic of TNVC years ago. DarkDrifter had raised questions regarding the manufacturing methods their cost of the lower with which George is far more familiar than I. We're grateful to have the opportunity to go in depth and explain these methods and cost associated with them, there's no ill feelings towards him |
|
|
|
[#39]


|
|
|
|
[#40]
I was told there would be a full ambi version? It looks like a nice lower, but a lower is a lower.
|
|
|
|
[#41]
After all the tolerance stacking issues we've seen, I respectfully disagree that a lower is a lower
Yep there will be a select fire version |
|
|
|
[#42]
I'll start of by saying that it is a fantastic looking lower especially the laser engraving ...BUT even with the the edm wire mag cut i just dont get why its a forged lower.
Not sure what market your targeting but it makes no sense when i can get a mega billet shipped to my door for 25 bucks less than yours. Sorry if im sounding harsh just letting you know how i feel Your selectors are the tits btw my buddy just got one we installed in his gun. Gonna edit this to clarify....i know the difference between forged and billet. What i meant is i dont get why you decided to go with forging over billet |
|
|
|
[#43]
We all have to start somewhere
|
|
|
|
[#44]
Which shops in the Las Vegas/ north Las Vegas have it? I wanna check it out in person.
|
|
|
|
[#45]
Quoted:
We all have to start somewhere 
|
|
|
|
[#46]
Give Bentwood Gunsmithing a call, they should be able to arrange something
|
|
|
|
[#47]
I think this lower is begging me to be SBR'd...
|
|
|
|
[#48]
Photo courtesy of Kieth, thank you sir!

|
|
|
|
[#49]
Forged ambi lower sounds better.
|
|
|
|
[#50]
Quoted:
I'll start of by saying that it is a fantastic looking lower especially the laser engraving ...BUT even with the the edm wire mag cut i just dont get why its a forged lower. Not sure what market your targeting but it makes no sense when i can get a mega billet shipped to my door for 25 bucks less than yours. Sorry if im sounding harsh just letting you know how i feel Your selectors are the tits btw my buddy just got one we installed in his gun. Gonna edit this to clarify....i know the difference between forged and billet. What i meant is i dont get why you decided to go with forging over billet I have 6 different brands of lowers billets and forged, 12 lowers in total, and my AR-15.com billet ambi lower which I believe is made by mega is the only lower I have had a "problem" assembling.  . Next time I am in the market for another lower I know which company to use. Have used 12 of their safeties and they are now the only safeties I will use on my ar's period.... . Next time I am in the market for another lower I know which company to use. Have used 12 of their safeties and they are now the only safeties I will use on my ar's period....
|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.









