|
[#1]
I would send it to Adco, who charges $65, or buy a new barrel. Not something I would ever attempt myself.
https://www.adcofirearms.com/shopservices/shop_qnew.cfm?code=Barrel%20Threading AR15/AR10 Barrel Threading $65.00 This covers cutting/crowning as well as threading. This service is for any AR15/AR10 barrel once it has been removed from the receiver. AR barrels with the FSB in place are covered under this service/fee. These threads will be the perfect size and will be concentric to the bore. This service also covers stripped non tapered barrels of other varieties. If the barrel will not drop through a round hole, with a diameter slightly larger than that of the barrel, you need to select the non AR15 threading service. If sent as a complete upper, the Disassemble/Reassemble service is required as well. Gas port work is included when necessary. |
|
|
|
[#2]
If its a quality barrel from a known quality manufacturer, then you can send to ADCO for threading. There were a lot of crap barrels made during the ban years so spend accordingly. Average Joe with average home toolbox cannot do an at home thread job on an AR. Good news is that AR barrels are DIRT CHEAP right now.
|
|
|
|
[#3]
Got a lathe?
|
|
|
|
[#4]
If you're asking this question, you should send it to Steve at ADCO.
|
|
|
|
[#5]
If you do not have the equipment you can F over a barrel real quick by not threading it concentrically. Save yourself the cost of a new barrel and follow everyone else's advice send to ADCO. They are highly regarded around here for good work, decent price, fast turn around, and doing it right the FIRST time. Over the years I do not know how many home jobs or local gunsmiths have cost people more money rather than sending to ADCO like everyone here advises. ADCO specializes in black rifle work and well I give them my recommendation.
|
|
|
|
[#6]
You need a lathe and even then you need to indicate the barrel in which is difficult without experience. I've heard they use a pipe to hold the barrel in with set screws to make tiny adjustments while indicating. Any deviation within tens or hundreds of thousandths could fudge your threads up barrel threads require extreme precision.
|
|
|
|
[#7]
Quoted:
How difficult is it to home thread an AR barrel on a Clinton era neutered barrel? Or would it be better to just buy a new barrel? It's not hard to do at all. It's just hard to do right. |
|
|
|
[#8]
Quoted:
It's not hard to do at all. It's just hard to do right. Quoted:
Quoted:
How difficult is it to home thread an AR barrel on a Clinton era neutered barrel? Or would it be better to just buy a new barrel? It's not hard to do at all. It's just hard to do right. Concentricity is hard yo. |
|
|
|
[#9]
Yeah, if you want it done right you're going to need some expensive equipment that a gunsmith would have....
You can do it yourself if you don't mind spending a lot of time and don't care if the threads aren't concentric. But I'm not sure I'd be happy with or trust that. Much easier to send it to someone qualified that has the right equipment. |
|
|
|
[#10]
Check with John Thomas over at Retro Arms Works. His pricing/work/turnaround is fantastic, and he's great guy.
http://retroarmsworks.com/ |
|
|
|
[#11]
I've heard they use a pipe to hold the barrel in with set screws to make tiny adjustments while indicating. That'd be kinda backwoods. Centering an irregular worpiece is what a 4 jaw chuck is designed for. Absent that, you can use shim stock in a 3 jaw. I do this often, as 1) my 3 jaw is much more substantial and 2) its a pain to reindicate my 3 jaw if I pull it. For smaller stuff, I'll sometimes use the 5" 4 jaw chucked up in my 9" 3 jaw. |
|
|
|
[#12]
Thanks everyone...either ADCO or pick up a barrel..
|
|
|
|
[#13]
Quoted:
That'd be kinda backwoods. Centering an irregular worpiece is what a 4 jaw chuck is designed for. Absent that, you can use shim stock in a 3 jaw. I do this often, as 1) my 3 jaw is much more substantial and 2) its a pain to reindicate my 3 jaw if I pull it. For smaller stuff, I'll sometimes use the 5" 4 jaw chucked up in my 9" 3 jaw. Quoted:
I've heard they use a pipe to hold the barrel in with set screws to make tiny adjustments while indicating. That'd be kinda backwoods. Centering an irregular worpiece is what a 4 jaw chuck is designed for. Absent that, you can use shim stock in a 3 jaw. I do this often, as 1) my 3 jaw is much more substantial and 2) its a pain to reindicate my 3 jaw if I pull it. For smaller stuff, I'll sometimes use the 5" 4 jaw chucked up in my 9" 3 jaw. Google Lathe Spider. Far from backwoods. http://www.richardscustomrifles.com/Indicating_action_in_spider.JPG |
|
|
|
[#14]
Without a lathe and a mag base dial indicator, thar be zero chance of that working out well lol. New bbl or ADCO.
|
|
|
|
[#15]
I won't let anyone but ADCO work on my ARs..they are top notch
|
|
|
|
[#16]
If the barrel is still in good shape, ie the rifle grooves are not worn then send it off to ADCO. Otherwise just buy a brand new one. BCM and DD are good brands just off the top of my head.
Also how long do you want it to last? A mass produced Clinton era barrel prob won't have the life span of say a new production cold forge hammered barrel. Not a big deal for the avg shooter but if you say want to use it on a full auto lower you can wear out a barrel fast. |
|
|
|
[#17]
Google Lathe Spider. Far from backwoods. Calling that rig "a pipe with set screws" is like calling a knee mill "a large drill press with a cross slide table". But it basically does the exact same thing a 4 jaw chuck does, except that it allows you to center tapered barrels without shimming. I just chambered, profiled and threaded the barrel for my 1/2 scale build using a 3 jaw (remember, you're looking at a .17 cal bore on a 7.25" long barrel): 


Indicated to = 0.001 total runout (=0.0005 radial). Yes, it's a bit time consuming trying to deal with a cut-off piece of a tapered bolt action barrel, but entirely doable. If you did a bunch of them, of course, a fixture like the lathe spider makes things a whole lot easier. To thread, I leave the barrel in the chuck and use a standard die wrench, with pressure applied to the die by the face of a 5/8" Jacob's drill chuck on the carriage tool holder. With the fingers retacted, the chuck gives a nice flat surface to ensure the die is started straight. But again, if you do a lot of them, a die holding fixture that slides over the barrel and centers it (much like the spider) is optimal. Always just a matter of cost/benefit ratio. If you only need to do the job once and it will take you longer to make fixtures and jigs than to just shim or otherwise adjust the work piece, then it's counter-productive to make said fixtures and jigs. |
|
|
|
[#18]
Quoted:
Calling that rig "a pipe with set screws" is like calling a knee mill "a large drill press with a cross slide table". But it basically does the exact same thing a 4 jaw chuck does, except that it allows you to center tapered barrels without shimming. I just chambered, profiled and threaded the barrel for my 1/2 scale build using a 3 jaw (remember, you're looking at a .17 cal bore on a 7.25" long barrel): http://i110.photobucket.com/albums/n117/Hunter2506/Machining%20projects/IMG_1420_zpsbe5poegv.jpg http://i110.photobucket.com/albums/n117/Hunter2506/Machining%20projects/IMG_1421_zpskmzdimyi.jpg http://i110.photobucket.com/albums/n117/Hunter2506/Machining%20projects/IMG_20150422_170501116_zpsvsjudj6p.jpg Indicated to = 0.001 total runout (=0.0005 radial). Yes, it's a bit time consuming trying to deal with a cut-off piece of a tapered bolt action barrel, but entirely doable. If you did a bunch of them, of course, a fixture like the lathe spider makes things a whole lot easier. To thread, I leave the barrel in the chuck and use a standard die wrench, with pressure applied to the die by the face of a 5/8" Jacob's drill chuck on the carriage tool holder. With the fingers retacted, the chuck gives a nice flat surface to ensure the die is started straight. But again, if you do a lot of them, a die holding fixture that slides over the barrel and centers it (much like the spider) is optimal. Always just a matter of cost/benefit ratio. If you only need to do the job once and it will take you longer to make fixtures and jigs than to just shim or otherwise adjust the work piece, then it's counter-productive to make said fixtures and jigs. Quoted:
Google Lathe Spider. Far from backwoods. Calling that rig "a pipe with set screws" is like calling a knee mill "a large drill press with a cross slide table". But it basically does the exact same thing a 4 jaw chuck does, except that it allows you to center tapered barrels without shimming. I just chambered, profiled and threaded the barrel for my 1/2 scale build using a 3 jaw (remember, you're looking at a .17 cal bore on a 7.25" long barrel): http://i110.photobucket.com/albums/n117/Hunter2506/Machining%20projects/IMG_1420_zpsbe5poegv.jpg http://i110.photobucket.com/albums/n117/Hunter2506/Machining%20projects/IMG_1421_zpskmzdimyi.jpg http://i110.photobucket.com/albums/n117/Hunter2506/Machining%20projects/IMG_20150422_170501116_zpsvsjudj6p.jpg Indicated to = 0.001 total runout (=0.0005 radial). Yes, it's a bit time consuming trying to deal with a cut-off piece of a tapered bolt action barrel, but entirely doable. If you did a bunch of them, of course, a fixture like the lathe spider makes things a whole lot easier. To thread, I leave the barrel in the chuck and use a standard die wrench, with pressure applied to the die by the face of a 5/8" Jacob's drill chuck on the carriage tool holder. With the fingers retacted, the chuck gives a nice flat surface to ensure the die is started straight. But again, if you do a lot of them, a die holding fixture that slides over the barrel and centers it (much like the spider) is optimal. Always just a matter of cost/benefit ratio. If you only need to do the job once and it will take you longer to make fixtures and jigs than to just shim or otherwise adjust the work piece, then it's counter-productive to make said fixtures and jigs. I honestly had no idea what it was, that is just the description a buddy of mine who is a beginner machinist told me. This is the first time I've actually seen a picture of one. He said he saw a video of someone using one to thread a barrel on youtube. I was a little confused when he said that too, because I figured you would just use a 4 jaw. By the way nice job on that barrel, what lathe do you have? |
|
|
|
[#19]
Quoted:
Check with John Thomas over at Retro Arms Works. His pricing/work/turnaround is fantastic, and he's great guy. http://retroarmsworks.com/ I second this, he is first rate. Vince |
|
|
|
[#20]
By the way nice job on that barrel, what lathe do you have? Thanks. It's a Hardinge HCT, a toolroom collet lathe, but I fit a 9" Buck 3-jaw to it. Kind of a pain sometimes on account of no tail stock and a HUGE 8 position turret, but I manage. Barrel turning I do 3-4" at a time, since I cannot steady the entire length of the barrel on this machine. Fortunately, the bore through the spindle is 1.4", so I can put pretty much any barrel all the way in. Not the lathe I would have chosen if I were shopping with cash, but I traded a mini-14 for this one, so......... 
|
|
|
|
[#21]
Thats a steal, much more useful than a mini 14, must have fun with that despite not having a tail stock. Looks like you make do well without one. I wish to have an old leblond at the house some day.
|
|
|
|
[#22]
Quoted:
Thanks. It's a Hardinge HCT, a toolroom collet lathe, but I fit a 9" Buck 3-jaw to it. Kind of a pain sometimes on account of no tail stock and a HUGE 8 position turret, but I manage. Barrel turning I do 3-4" at a time, since I cannot steady the entire length of the barrel on this machine. Fortunately, the bore through the spindle is 1.4", so I can put pretty much any barrel all the way in. Not the lathe I would have chosen if I were shopping with cash, but I traded a mini-14 for this one, so......... http://i110.photobucket.com/albums/n117/Hunter2506/Machining%20projects/IMG_1189_zps1afa47fe.jpg Quoted:
By the way nice job on that barrel, what lathe do you have? Thanks. It's a Hardinge HCT, a toolroom collet lathe, but I fit a 9" Buck 3-jaw to it. Kind of a pain sometimes on account of no tail stock and a HUGE 8 position turret, but I manage. Barrel turning I do 3-4" at a time, since I cannot steady the entire length of the barrel on this machine. Fortunately, the bore through the spindle is 1.4", so I can put pretty much any barrel all the way in. Not the lathe I would have chosen if I were shopping with cash, but I traded a mini-14 for this one, so......... http://i110.photobucket.com/albums/n117/Hunter2506/Machining%20projects/IMG_1189_zps1afa47fe.jpg You like 3 jaw chucks? I used one for the first time yesterday and I fucking HATED it. I could not get the fuckin work peice perfectly centered. Whereas with a 4 jaw chuck, it takes me a minute maybe to get it within 1 notch on the dial indicator. Fuck 3 jaw chucks. 
|
|
|
|
[#23]
ADCO does great work and all but John Thomas does just as good work with better prices and faster turn arounds, he does all the barrel work on my Retro, A2, and Current M4/Superlite Carbine builds and usually has the stuff on it's way back 1-2 days after getting it in.
www.retroarmsworks.com |
|
|
|
[#24]
You like 3 jaw chucks? I used one for the first time yesterday and I fucking HATED it. I could not get the fuckin work peice perfectly centered. Whereas with a 4 jaw chuck, it takes me a minute maybe to get it within 1 notch on the dial indicator. Fuck 3 jaw chucks. If it's a quality chuck and the chuck itself was properly indicated, a round work piece will center every time. I can take any piece, turn one end of it, flip it around and be within .001" every time, and it takes no longer that a quick wipe of the jaws and tightening with the key. But Hardinge or Monarch lathes and Buck or Bison chucks are in a whole different league than Jet or some other even cheaper import. I pretty much only use the 4 jaw if it's an asymmetric/not round work piece, or if I need to turn it off center. And much of the time I do those on the mill with a rotary table anyway. I do these in the 3 Jaw, and with a 5C collet indexer on the mill: 


They get flipped at least once, after I cut them off of the piece of stock. If I need < 0.001" total runout on anything, I have shim stock down to 0.0005", which translates to 0.0002" shift on center when used with a 3 jaw. |
|
|
|
[#25]
Just so the info is out there, it's not concentricity you are after, but coaxiality. You could have the bore and threaded portion of the barrel with zero TIR at one point but if the chamber end of the barrel has .015 TIR then the bore and the OD threaded portion will not be coaxial. This is why many gunsmith lathes have a large spindle bore and a spider(also called a cats head) on the backside of the spindle. That way both ends of the barrel can be brought to zero TIR at the same time. The other way to obtain coaxiality is to chuck the chamber end in a four jaw and support the muzzle end in a steady rest. Then the chamber end is brought to zero TIR. When that is obtained the muzzle end is dialed in longitudinally using a range rod, which results in proper coaxiality of the bore and threaded portion of the barrel. This is vital for mounting a silencer as any coaxiality error is magnified at distance from the muzzle. There are many reasons why quality machine work isn't cheap.
|
|
|
|
[#26]
Quoted:
Just so the info is out there, it's not concentricity you are after, but coaxiality. You could have the bore and threaded portion of the barrel with zero TIR at one point but if the chamber end of the barrel has .015 TIR then the bore and the OD threaded portion will not be coaxial. This is why many gunsmith lathes have a large spindle bore and a spider(also called a cats head) on the backside of the spindle. That way both ends of the barrel can be brought to zero TIR at the same time. The other way to obtain coaxiality is to chuck the chamber end in a four jaw and support the muzzle end in a steady rest. Then the chamber end is brought to zero TIR. When that is obtained the muzzle end is dialed in longitudinally using a range rod, which results in proper coaxiality of the bore and threaded portion of the barrel. This is vital for mounting a silencer as any coaxiality error is magnified at distance from the muzzle. There are many reasons why quality machine work isn't cheap. Using a spider or a four jaw chuck comes in handy when your dealing with barrels that have large eccentricity between the bore and external diameters. For muzzle threads you should indicate off the bore. |
|
|
|
[#27]
Of course you should indicate the bore.
I didn't imply you should indicate anything other than the bore. My point is that both the chamber end of the bore and the muzzle end of the bore need to be at zero TIR before the thread major diameter is turned or the possibility of a coaxiality error exists. |
|
|
|
[#28]
As some have said, the bore isn't completely straight with the outside of the barrel, so those who thread concentrically to the bore to eliminate baffle strikes have to be able to move it around to get the bore straight.
Here's a spider / cathead for the back side of the spindle. This slides in the back of the spindle and works like a chuck for the chamber end of the barrel. 
You can see the brass ring around the barrel that allows it to pivot in the 4 jaw when you adjust the spider. 
Dial it in off the bore. 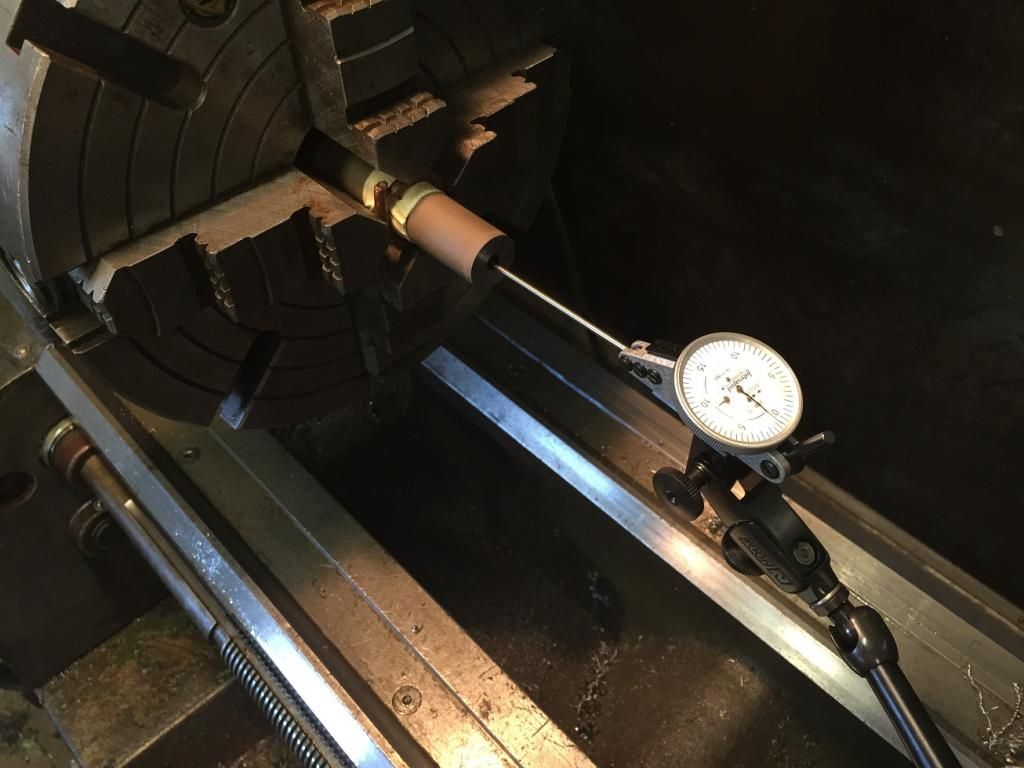
Start cutting. 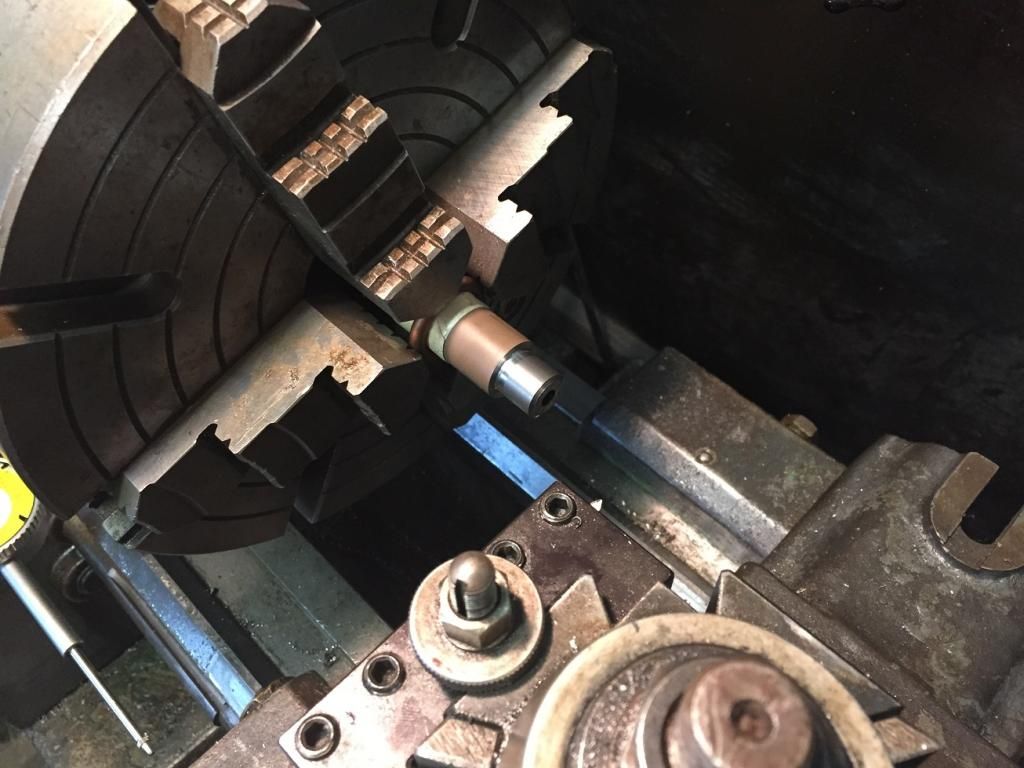
FWIW, this isn't an advertisement, this is just informational. I'm not in business. |
|
|
|
[#29]
Nice pics. That is how it is done. Now the threaded portion will be coaxial with the entire bore, not just concentric with part of it.
|
|
|
 Win a FREE Membership!
Win a FREE Membership!
Sign up for the ARFCOM weekly newsletter and be entered to win a free ARFCOM membership. One new winner* is announced every week!
You will receive an email every Friday morning featuring the latest chatter from the hottest topics, breaking news surrounding legislation, as well as exclusive deals only available to ARFCOM email subscribers.

AR15.COM is the world's largest firearm community and is a gathering place for firearm enthusiasts of all types.
From hunters and military members, to competition shooters and general firearm enthusiasts, we welcome anyone who values and respects the way of the firearm.

Subscribe to our monthly Newsletter to receive firearm news, product discounts from your favorite Industry Partners, and more.
Copyright © 1996-2024 AR15.COM LLC. All Rights Reserved.
Any use of this content without express written consent is prohibited.
AR15.Com reserves the right to overwrite or replace any affiliate, commercial, or monetizable links, posted by users, with our own.








